��ʿ�m��W�����ǽ��ڈFꠣ�MAX�ಿ�����������о��Mչ�C��
�Ĵ�������ʿ�m��W�����ǽ��ڈF���Journal of Materials Science & Technology �ڿ��l���˾C�����¡�Recent progress in additive manufacturing of bulk MAX phase components: A review�� ��
ԓ����ϵ�y������MAX�ಿ���������죨AM�����о��F��Ե����������켼�g���������cӑՓ�����칤ˇ���^�Y���͙Cе����֮�g�ă����Pϵ������ˮ�ǰMAX�ಿ�����������еĸ���}�������������Mһ�����������������MAX�ಿ�����ܵ����P���g�����ָ����MAX�ಿ���������������R�������ǰ�������ڌ�����ԓ�C�����µ���Ҫ���ݡ�
 DOI��https://doi.org/10.1016/j.jmst.2022.05.026
DOI��https://doi.org/10.1016/j.jmst.2022.05.026
![]() ������B
������B
MAX�౾�|���Ǿ����������Q���w�Y���ČӠ�̼��������ʽ��Mn+1AXn������M�������^�ɽ��٣�A��A��Ԫ�أ�X��̼��n = 1~6���@һϵ�в���������Y���˽��ٺ��մɵă��c���ں��պ��졢�����ͺ˹��I�еõ���Խ��Խ����Pע���@�w�����������صľ��w�Y�����ɽ��ٌӽ��e�Ĺ��r�ӶѯB���ɡ������ȿ���������ǘӌ�늺͌��ᣬ�ɼӹ������к����ēp�����̶ȣ�Ҳ�������մ��ǘӾ��и߄��ȡ����õ����g�Ժߜ��µĸ߿������ԡ�
�K�wMAX�ಿ��ͨ��ͨ�^��ĩ���Y��ˇ���a���@����ֱ�ӟ��Y�̘IMAX���ĩ��ߜ؟��YM/A/X��M/AX/X��M/A/MX��ĩ�������Y���g�����ቺ(HP)������o��(HIP)�����x�ӟ��Y(SPS���ַQ�}�_��늟��Y(PDS))���Cе�Ͻ�(MA)�������Ӹߜغϳ�(SHS)��
���˂��y�ğ��Y���g�⣬����о���������������(AM)���g����ճ�Y�����䣬ֱī����(���ϔD��AM���g)�ͱ���Ӊ����Ժϳ�MAX�ࡣ�c��ĩ���w���Y���g��ͬ�������������Sֱ�������y�Լӹ��ľ��иߎΏ��s�Ե�MAX�ࡣ���磬�u݆�l�әC�о��Џ��s�����IJ���(���~Ƭ���D�Ӻ͇���)���������ж�Y���IJ����ȡ���һ���棬������������һ�N���M�ĸ߸���ֵ��С�������켼�g�����m��������aƷ���ƻ��̶��^�ߵĸ߸���ֵ�㲿�������������M�ġ��߸���ֵ��MAX���в����������첻�H���U����������IJ�����壬����߀���Ќ����M��������Ĺ��I���á�Ȼ����MAX�A���������������Ŀǰ��̎�ڌ���A�Σ����M�빤�I����֮ǰ߀���S��������Ҫ��Q���@Щȱ�ݰ����ߊA�s�ﺬ�����ͳߴ羫�Ⱥ�����·���ď��s�Եȡ���ˣ���MAX�ಿ�����������о��Mչ�M��ȫ��Ŀ��Y����������Ҫ����Փ�͌��`���x��
Փ�����Ȍ����YMAX�ಿ���M���˺�Ҫ���������c��B�˵��͵��^�Y�������ܡ���ĩ���w���Y��һ�N��Ч������ܶȣ�����MAX��ķ�����Ȼ���@�N�������������������`���Եͣ��OӋ���ɶ��٣����aҎģС���@�Ƿ�ĩ�̑B�ϳɹ��е�ȱ�c��
֮���ĸ�ȫ��ؾC�����������취�ϳ�MAX�ಿ���������Mչ����������ּ�ڞ��x���ṩMAX����������������ǰ��֪�R��Ŀǰ�����͵����aMAX����������칤ˇ����Binder Jetting, Direct-ink-writing�Լ�Sheet Lamination�������Գ�Ҋ��MAX��Ti3SiC2�Լ�Ti3AlC2�����������a��ˇ����ɷ֣��^�Y���Լ����W���ܷ���ӑՓ���@Щ�������췽���^���y���w���Y�����aMAX�ಿ�������c�c�^�e������߀ӑՓ���c�@Щ��ˇ�����aMAX�����P�I���𣬰�����������ɼӹ��ԲMAX�༃�ȵ��Լ���K�����Ďξ��Ȳ���ȡ�
�����������ݣ�Փ�����������һЩ����ֵ��δ���о��Pע�����}��
(1���b��Ŀǰ����MAX�ಿ���ķ�ĩ���Y�����ľ����ԣ��������챻�J����һ�N�dz���ǰ;�ļ��g�������ژO�˭h�������l���������@�N��͵Ĺ��̲����������ڳ����ٺ߳����w���ٶ��¡���ˣ���Ҫ��MAX�����������M���о�����ጷ��䝓����
��2����ĩ�ں���������ă���ʹ����������ЎΏ��s�ԵIJ����r������ʹ�����Ͽ��õĽ��ٷ�ĩ���մɷ�ĩԭλ�ϳ�MAX�ࡣ�ڴ˷����кϳɵ�MAX�������γ��˲�ͬ���Y������������ܡ����ǣ������������^����ԭλ�ϳɃ���MAX��ļ��g߀��Ҫ�Mһ�����о���
��3����Ŀǰ��ֹ���ѽ������150��N��ͬ��MAX�࣬�������в�ͬ�����������W�͙Cе���ܡ��б�Ҫ���ض������_�l��ͬ��������������·�����Զ���MAX�A�Ρ�
��4���b��MAX���ڸߜ��µđ��Ý��������h�C���u�r�������취�Ƃ�MAX��ĸߜ����ܣ���ߜؿ������Ժ���׃�О顣
![]() �D�Ľ���
�D�Ľ���
 �D1. MAX��ľ��w�Y��ʾ��D��
�D1. MAX��ľ��w�Y��ʾ��D��
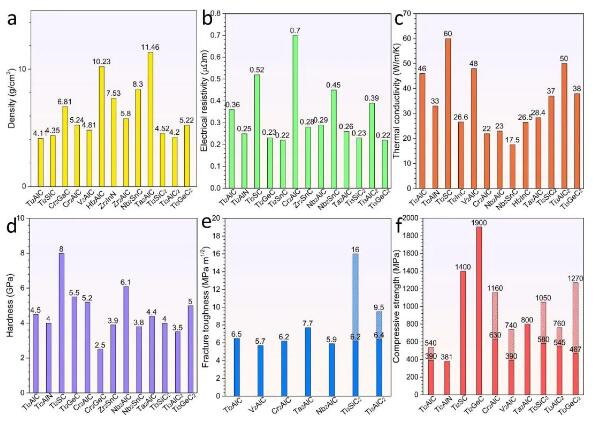 �D2. ����211��312 MAX���Y������ܣ�(a)�ܶȣ�(b)늌��ʣ�(c)�����ʣ�(d)Ӳ�ȣ�(e)�����g�ԣ�(f)�������ȣ�(d)��(e)�еľW���ʾ��ֵ׃����
�D2. ����211��312 MAX���Y������ܣ�(a)�ܶȣ�(b)늌��ʣ�(c)�����ʣ�(d)Ӳ�ȣ�(e)�����g�ԣ�(f)�������ȣ�(d)��(e)�еľW���ʾ��ֵ׃����
 �D3. (a)��ӡ��B�µ�����ΑB��(b)��ӡ���M��CIP�� (c)ӡˢ���M��CIP�͟��Y
�D3. (a)��ӡ��B�µ�����ΑB��(b)��ӡ���M��CIP�� (c)ӡˢ���M��CIP�͟��Y
 �D4. ����ճ�Y������-�̽Y�����Ƃ��Ti3SiC2��������^�Y��������(a)ճ�Y������/CIP/���Y�Ƃ��Ʒ�Ĺ�W�@��Ƭ��(b)�߱�������R�D��(c)ͨ�^ճ�Y������TiC��ĩȻ��Һ�w��B�Ƃ�Ę�Ʒ��SEM�@��Ƭ
�D4. ����ճ�Y������-�̽Y�����Ƃ��Ti3SiC2��������^�Y��������(a)ճ�Y������/CIP/���Y�Ƃ��Ʒ�Ĺ�W�@��Ƭ��(b)�߱�������R�D��(c)ͨ�^ճ�Y������TiC��ĩȻ��Һ�w��B�Ƃ�Ę�Ʒ��SEM�@��Ƭ
 �D5. ��ӡ��ľ���֧�܈D�� (a) Cr2AlC��(b) Ti2AlC; (c, d) Cr2AlC�����(e, f) Ti2AlC������֧���Ē�����R��ҕ�D�ͽ���ĈD��; (g) Cr2AlC֧����(h) Ti2AlC֧���Ľ��������R�@�D��
�D5. ��ӡ��ľ���֧�܈D�� (a) Cr2AlC��(b) Ti2AlC; (c, d) Cr2AlC�����(e, f) Ti2AlC������֧���Ē�����R��ҕ�D�ͽ���ĈD��; (g) Cr2AlC֧����(h) Ti2AlC֧���Ľ��������R�@�D��
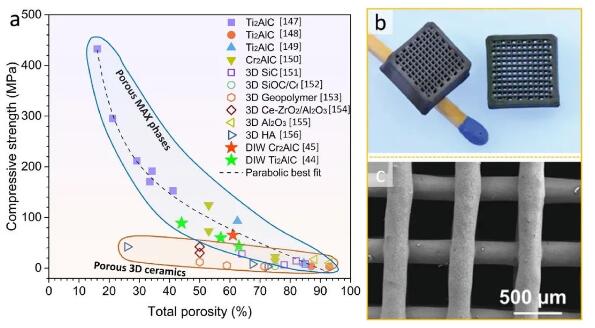 �D6. (a) 3D��ӡCr2AlC��Ti2AlC�����c���Y���MAX�������3D��ӡ����մɡ�(b) 1100 ��C 200�Ο�ѭ�hǰ (��)��(��)Cr2AlC����D��(c)��ѭ�h��Cr2AlC֧����SEM�D��(��ҕ�D)���@ʾ�������Ŀ��ߜ؟�_���ԺͿ������ԡ�
�D6. (a) 3D��ӡCr2AlC��Ti2AlC�����c���Y���MAX�������3D��ӡ����մɡ�(b) 1100 ��C 200�Ο�ѭ�hǰ (��)��(��)Cr2AlC����D��(c)��ѭ�h��Cr2AlC֧����SEM�D��(��ҕ�D)���@ʾ�������Ŀ��ߜ؟�_���ԺͿ������ԡ�
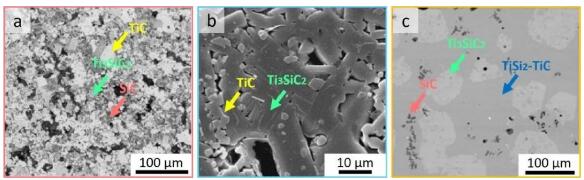
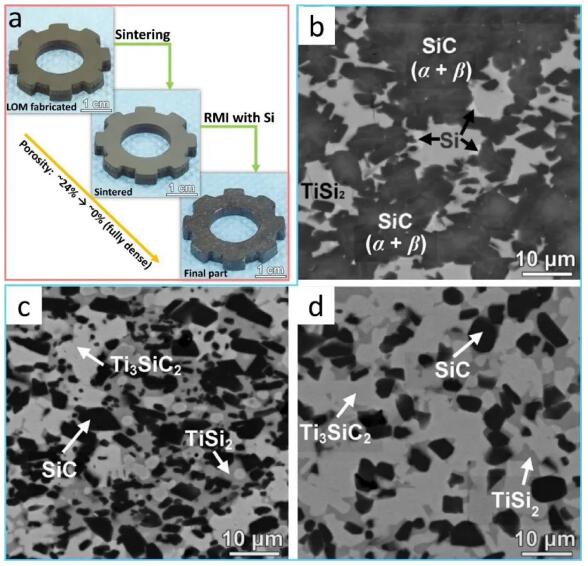 �D7. (a)ͨ�^���������졢���Y��RMI�M�ɵ�����·�����a�����S�X݆����ĈD��(b �C d)�Բ�ͬTiC / SiC���� (b) 30:70 (vol.%)��(c) 50:50 (vol.%)��(d) 70:30 (vol.%)�Ƃ��MAX���SEM�@�D��
�D7. (a)ͨ�^���������졢���Y��RMI�M�ɵ�����·�����a�����S�X݆����ĈD��(b �C d)�Բ�ͬTiC / SiC���� (b) 30:70 (vol.%)��(c) 50:50 (vol.%)��(d) 70:30 (vol.%)�Ƃ��MAX���SEM�@�D��
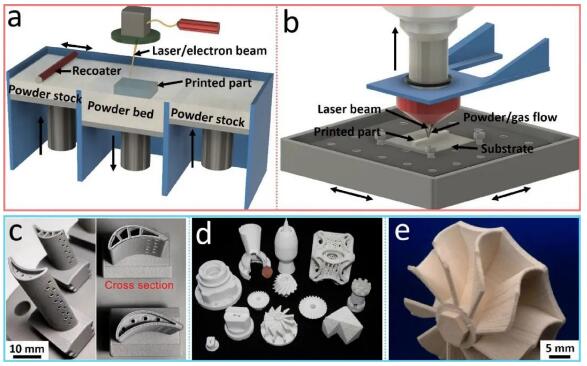 �D8. (a) PBF��(b) DEDϵ�y�ĸ���D;���÷�ĩ�ۺ��������켼�g�Ƃ�ĵ��Ͳ���: (c)���Мu݆�~Ƭ�Π��Ti-22Al-25Nb�����g�����(d)�������S���s�Π��Al2O3�� (e)���Мu݆�������Мu݆�Π��ZrO2-Al2O3�մɡ�
�D8. (a) PBF��(b) DEDϵ�y�ĸ���D;���÷�ĩ�ۺ��������켼�g�Ƃ�ĵ��Ͳ���: (c)���Мu݆�~Ƭ�Π��Ti-22Al-25Nb�����g�����(d)�������S���s�Π��Al2O3�� (e)���Мu݆�������Мu݆�Π��ZrO2-Al2O3�մɡ�
![]() �YՓչ��
�YՓչ��
��1����ĩ���w���Y��һ�N��Ч�ķ�������������ܶȣ���MAX���������������Ĺ��̑��á�Ȼ�����@�N�������������������`���Եͣ��OӋ���ɶ��٣����aҎģС���@�ǹ̑B�ϳ������еġ�
��2��ǰ�ص��������칤ˇ�����ĩ���ںϺͶ����������e�������܉����a���Џ��s�������ĸ��ܶ�MAX�ಿ����
��3���������� �C MAX����@�M���c���Y����@�M�����@��ͬ����Ҫ�������������� �C MAX�����o���A�s��ı������@�^�ߡ�
��4���@Щ�A�s����������Ƃ��MAX������W����Ӱ푲���Ȼ��������MAX�༃���^�ͣ��������ܣ��������ʺ�늌����Լ��ߜؿ������Կ��ܕ��@���ܓp��
��5���������������MAX�༃���^�Ϳ���������MAX��ϳɷ����IJ����/���ں��m���Y�^�����o�������ą��c��
��6�����ڟ�̎���͟��Y��ճ�Y����ȥ���̽Y�DZز����ٵġ�Ȼ�����@Щ�^�̌�����K��Ʒ�@���տs�͎�׃�Ρ�
��7��������ߘ�Ʒ�|������K��MAX�༃�ȣ���ˇ������Ŀǰ������������ķ������P�I���@���ܰ���������֮�g�Ļ��WӋ���ȡ��ض��Լ���̎�������Y��RMI�е����P���֕r�g�����⣬�����a����̎������Ļ�׃����CADģ���OӋ�Б����]���a�����ӡ�
��8���c�F�еĻ�����������ķ�����ȣ�����PBF��DED�ڃȵ����M��ĩ�ۺ��������켼�g���ܸ���Ч��ֱ�Ӻϳɾ��иߎΏ��s�Եĸ�����MAX�ࡣ
���߈F�
��һ���ߣ��T���`
ͨӍ���ߣ�������
ͨӍ��λ����ʿ�m��W�Cе�c�ɵV���̌WԺ
(؟�ξ���admin)

 ��������3D��ӡ����M����
��������3D��ӡ����M���� 16�q���������ִꡱ�ۯB��
16�q���������ִꡱ�ۯB�� 3D Systems ��ʼ��Chuck H
3D Systems ��ʼ��Chuck H �����AԺʿ�I㕽��O�K�ݴ�
�����AԺʿ�I㕽��O�K�ݴ� ��h���S�մɿ������R����
��h���S�մɿ������R���� ������Ї���������a�I
������Ї���������a�I- ����������3D��ӡ����M�����١���ʿ����
- ��16�q���������ִꡱ�ۯB���֙C��3D��ӡ
- ��3D Systems ��ʼ��Chuck Hull���x����
- �������AԺʿ�I㕽��O�K�ݴ�W���ٲ����c
- ����h���S�մɿ������R�������I��������
- ��������Ї���������a�I�lչ��Ϥ�ߡ�
- �������꣺�������켼�g�lչ�ӑB����Fr
- ����Թ⣺���������b��ɿ��ԙz�y�x����
- �����q���������������b���|���ɿ���̽��
- ������⣺����3D��ӡ�ڹǿ��еđ���
 �п�Ժ���ΈF�To
�п�Ժ���ΈF�To ���L���h��ʼ��Ҧ
���L���h��ʼ��Ҧ �㽭��W�R������
�㽭��W�R������ �����w���^�K朼�
�����w���^�K朼� �S�SԺʿ�Fꠣ�3D
�S�SԺʿ�Fꠣ�3D �O��ݽ��ڣ��߷�
�O��ݽ��ڣ��߷�- ����������r���˳���3D��ӡ��δ������
- �����l�tԺʿ�Fꠣ���������ܱ��ژ�����
- �����A��WҦ�W�h���ڈFꠣ�3D��ӡ�B�m�w
- �����L���h��ʼ��Ҧ־�h����3D��ӡ�aƷ��
- ������Ƽ�������x���ʡ����֧Ӌ�����Ƽ�
- ��������Ժʿ�Fꠡ�����ʽ��������ϥ�P��
- ���Ͽƴ�CoCo���C�����B�m�w�S�����ͺ�
- ��������܊�����L��3D��ӡ�������
- �������Ƽ���W������Ⱥ��3D��ӡ��܊��
- ����h���S�մɿ������R�������I��������


