ͨ�^�����۳�߅���ܶ������������AlSi10Mg �Ͻ��������չ��
ͨ�^�����ĩ���ۻ�(LPBF) �������칤ˇ���a�� AlSi10Mg �Ͻ�ͨ����ͨ�^���y����ӹ����g����IJ������и��ߵď��ȵ���չ�Ը��͡��۳�߅�猦 LPBF ���a�� AlSi10Mg ����չ�Ժ͔����О��Ӱ���δ�õ�ϵ�y�о���
�������W���ϿƌW�c����ϵ���о��F������P�����У����cʹ��ԭλ����ԇ��о��۳�߅��^��ľֲ���׃��׃�������L���Ѽy�γɺͻ���ͬ���������� X �侀�@���Ӓ��衣�Y���������۳�߅�����e�֔��� 5.48% ���͵� 4.48% ���� LPBF AlSi10Mg ��Ʒ��������չ�ԏ� 7.2% ���ӵ� 9.8%��ͨ�^Ӱ� LPBF ��ˇ���۳�߅����ܶȣ�ͬ�r��������ܶȣ��@��о������錍�F��߸ߏ��Ⱥ���չ�Ե� AlSi10Mg ��������aƷ�ṩ��һ���C����
 Փ��朽ӣ�https://doi.org/10.1016/j.scriptamat.2022.114954
Փ��朽ӣ�https://doi.org/10.1016/j.scriptamat.2022.114954
![]() �����
�����
�����ĩ���ں�( LPBF ) ʹ�ü������ۻ���ĩ���������S�����������AlSi10Mg �� LPBF ����ߏ��������ȡ����������g���Լ�����܇�ͺ��պ��칤�I���c�T�B��������ȣ�LPBF ���a�� AlSi10Mg �@ʾ�����ߵď��ȡ�Ȼ���������^�����չ����K�� AlSi10Mg LPBF �������켼�g���̘I���á�
LPBF ��������AlSi10Mg ����ϵ�yͨ�����F�����|���^�Y������������ (i) �۳ȵļ��ף�(ii) ���۳�߅��Ĵֿף��Լ� (iii) �۳�߅������ğ�Ӱ푅^ (HAZ)�����о����|�^�Y�����e���۳�߅�猦 LPBF ��������AlSi10Mg �Ĕ��љC�ƺ�������չ�Ե�Ӱ푷������֪�R�հס�
�����һЩ�о��������۳�߅���������ڔ�����ʼ��Uչ�ı����^������ԇ��Ʒ�@ʾ�������ԏ��Ⱥ���չ�ԡ����磬���ѱ�����F����Ƽ������������������X���w֮�g��Si�_�ѻ�Ó�ۃ��Ȱl�����۳�߅�硣Ȼ����Delahaye���˵������о������ LPBF AlSi10Mg �Ĕ��Ѱl����HAZ���������۳�߅�硣��ԓ�о��Ę�Ʒ��չ�Բ~1.8%����������֧������չ�Ԕ��ѵ����������ֹ߀�]��Փ��ϵ�y�ط��� LPBF AlSi10Mg �е����Ѽy�γɡ���ˣ�ȱ�����۳�߅�猦�����О�����õĻ�������LPBF AlSi10Mg��
�ڴ˱����¿����_չ���о����}�Ѓɂ�����1�����ȣ�̽���۳�߅����ܶ����Ӱ� LPBF AlSi10Mg �Ĕ��љC�ƺ�������չ�ԣ���2����Σ�̽�����κ��^�̣��۳�߅��^������L���B�ӡ����@헹����ı����£��۳�߅����ܶ���ͨ�^����e�֔�����Ӌ�ġ�
���˽�Q�@Щ�о����}���������W���ϿƌW�c����ϵ�����һ�Nͨ�^��׃�����ڻ����x���{�� LPBF AlSi10Mg ��չ�Եķ�����ͬ�r�_������ܶȱ��ֲ�׃������ͨ�^ԭλ����yԇ�ͻ���ͬ���������� X �侀�@���Ӓ����^���۳�߅�磬�˽�����љC���ṩ���µęC����
LPBF ��������AlSi10Mg �Ĕ�����Ҫ�w�����۳�߅��̎���Ѽy���γɺ͔Uչ���@�����۳Ȳ����۳�߅��֮�g�đ�׃����������ġ���ˣ�Ŀǰ�Ĺ���������LPBF AlSi10Mg ����չ�Կ���ͨ�^�����۳�߅����ܶȁ���ߡ�
![]() �D�Ľ���
�D�Ľ���
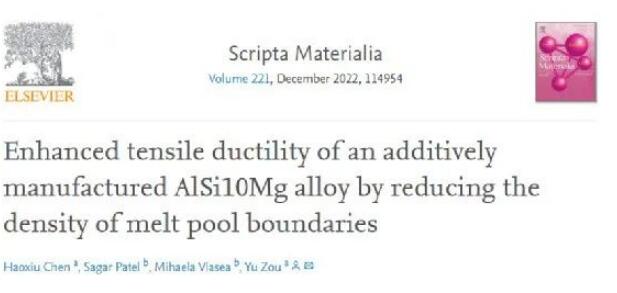
 �D 1 (a)ʹ�ÃɷN��ͬ�g�ࣨ�քe��80 ��m ��120 ��m����LPBF�^��ʾ��D��(b) ��W�@�R (OM) �D��� (c) ��������@�R (SEM) �D���@ʾ��Ʒ A ���^�Y����(d) ��Ʒ A �� B ���۳�߅�����e�֔���(e) OM �D��� ( f) �@ʾ��Ʒ B �^�Y���� SEM �D��
�D 1 (a)ʹ�ÃɷN��ͬ�g�ࣨ�քe��80 ��m ��120 ��m����LPBF�^��ʾ��D��(b) ��W�@�R (OM) �D��� (c) ��������@�R (SEM) �D���@ʾ��Ʒ A ���^�Y����(d) ��Ʒ A �� B ���۳�߅�����e�֔���(e) OM �D��� ( f) �@ʾ��Ʒ B �^�Y���� SEM �D��
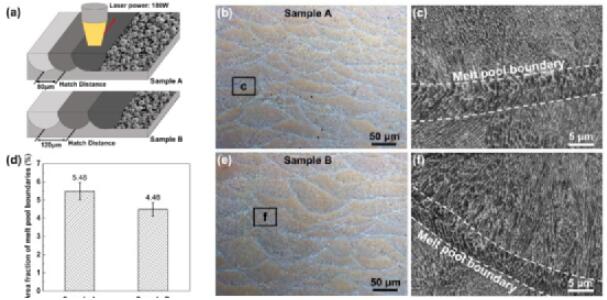
 �D 2 (a) BSE �D���@ʾ��Ʒ B �Љ��ۺ�ą^��(b) �ֲ��{��Ӳ��( H )��(c)����ģ��( E )��(d) �� (a) ���@ʾ�ą^����H�c E ��ֵ��(e) (b) �� K ��ֵ�������
�D 2 (a) BSE �D���@ʾ��Ʒ B �Љ��ۺ�ą^��(b) �ֲ��{��Ӳ��( H )��(c)����ģ��( E )��(d) �� (a) ���@ʾ�ą^����H�c E ��ֵ��(e) (b) �� K ��ֵ�������
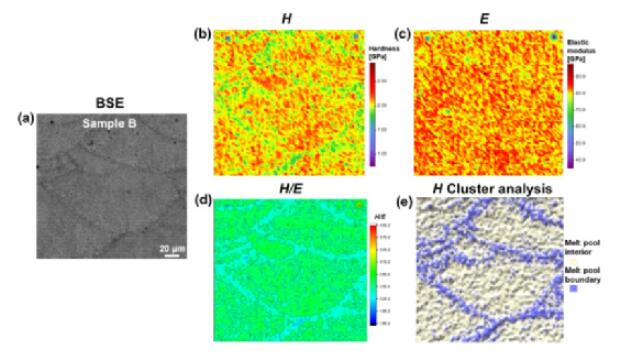
 �D 3 (a) ��Ʒ A �� B �Ĺ������쑪��-��׃�����������挍��׃�����ļӹ�Ӳ�����@ʾ�ڲ�D�У�������-��׃�����е��c 1��2��3 �� 4 �քe������ (d) ����ʾ�đ�׃ˮƽ��(b) ��Ʒ A �� B �ژO�ޏ��Ⱥ����L�ʷ����c�īI�����ı��^��(c)�M��ԭλSEM����yԇ�ą^��� SEM �D���d������ X�� �S���c��������ƽ�С��۳�߅���ǃɗl��ɫ̓��֮�g�ą^��(d) ����ԇ����g�� X�� �� Y�� �S�� DIC �ֲ���׃�D�������� (a) �е��c���D 4 �@ʾ���۳�߅��̎�đ�׃��ȡ�
�D 3 (a) ��Ʒ A �� B �Ĺ������쑪��-��׃�����������挍��׃�����ļӹ�Ӳ�����@ʾ�ڲ�D�У�������-��׃�����е��c 1��2��3 �� 4 �քe������ (d) ����ʾ�đ�׃ˮƽ��(b) ��Ʒ A �� B �ژO�ޏ��Ⱥ����L�ʷ����c�īI�����ı��^��(c)�M��ԭλSEM����yԇ�ą^��� SEM �D���d������ X�� �S���c��������ƽ�С��۳�߅���ǃɗl��ɫ̓��֮�g�ą^��(d) ����ԇ����g�� X�� �� Y�� �S�� DIC �ֲ���׃�D�������� (a) �е��c���D 4 �@ʾ���۳�߅��̎�đ�׃��ȡ�
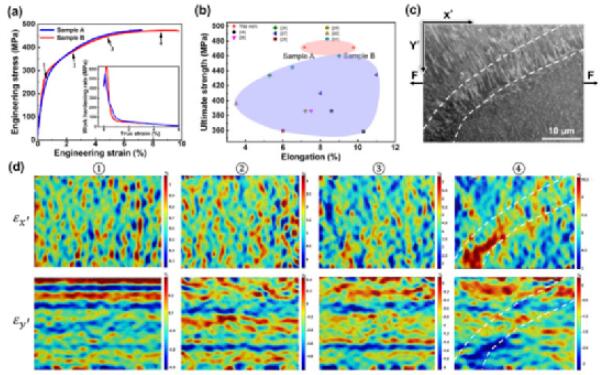
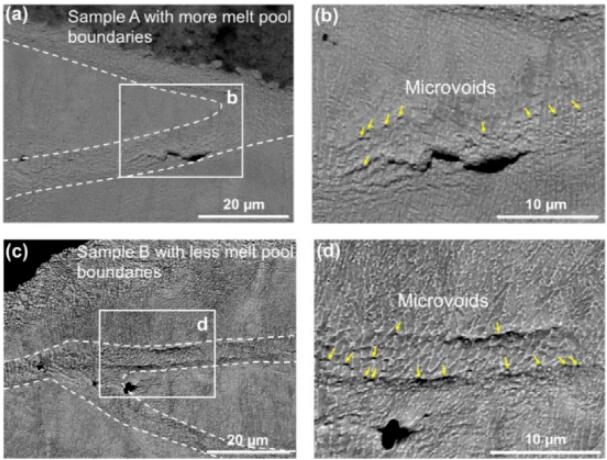 �D 4 (a) �� (b) ��Ʒ A ���х^������� SEM �D���@ʾ�۳�߅���е����κ˺��Ѽy�Uչ��(c) �� (d) ��Ʒ B ���Ѹ�������� SEM �D���@ʾ�׳ɺˣ��Ѽy�Ș�Ʒ A �١������Sɫ���^��ʾ��
�D 4 (a) �� (b) ��Ʒ A ���х^������� SEM �D���@ʾ�۳�߅���е����κ˺��Ѽy�Uչ��(c) �� (d) ��Ʒ B ���Ѹ�������� SEM �D���@ʾ�׳ɺˣ��Ѽy�Ș�Ʒ A �١������Sɫ���^��ʾ��
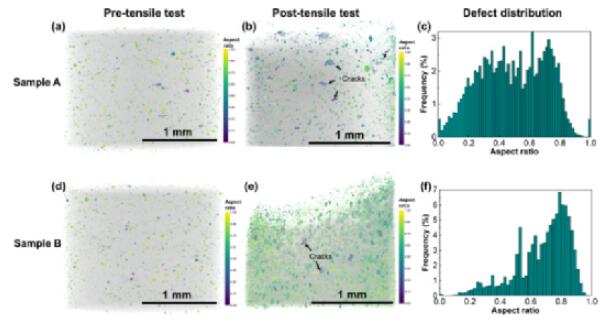 �D 5 ��Ʒ A �� B �Ļ���ͬ���������� X �侀�@���Ӓ��衣�@���Ӓ���^��������ԈD S1 ����ʾ������yԇԇ�ӵĘ˾��L�ȵ����IJ��֣��a����Ϣ������Ʒ A �ж��ȱ�ݵķֲ���(a) ����ԇ�ǰ��(b) ����ԇ���һ����棬(c) ԇ���Ʒ A �еĿv�M���c���ȱ���l�ʵ��Pϵ����ƷB�еĶ��ȱ�ݣ�(d) ����ԇ�ǰ��(e) ����ԇ���һ����ѱ��棬�Լ� (f) ��ԇ��Ʒ B �еĿv�M���c���ȱ���l�ʵı��^��(c) �� (f) ������Ʒ A �д��ڸ����Ѽy���v�M���^�͵�ȱ�ݣ���
�D 5 ��Ʒ A �� B �Ļ���ͬ���������� X �侀�@���Ӓ��衣�@���Ӓ���^��������ԈD S1 ����ʾ������yԇԇ�ӵĘ˾��L�ȵ����IJ��֣��a����Ϣ������Ʒ A �ж��ȱ�ݵķֲ���(a) ����ԇ�ǰ��(b) ����ԇ���һ����棬(c) ԇ���Ʒ A �еĿv�M���c���ȱ���l�ʵ��Pϵ����ƷB�еĶ��ȱ�ݣ�(d) ����ԇ�ǰ��(e) ����ԇ���һ����ѱ��棬�Լ� (f) ��ԇ��Ʒ B �еĿv�M���c���ȱ���l�ʵı��^��(c) �� (f) ������Ʒ A �д��ڸ����Ѽy���v�M���^�͵�ȱ�ݣ���
(؟�ξ���admin)

��һƪ���ڿƼ���ǧԪ���y��������3D����xMagic Swift Plus��֧�ֳ�����ȫ��ɫ3Dģ�͒���
 Creaform���F��������Ē�
Creaform���F��������Ē� �eľ�״��ֳ�3D���g����x
�eľ�״��ֳ�3D���g����x Peel 3D�Ƴ�Peel.CAD Pro
Peel 3D�Ƴ�Peel.CAD Pro ֱ��4800��3��17���𣬷e
ֱ��4800��3��17���𣬷e 3D�����O���I������I��3D
3D�����O���I������I��3D ˼���Ƽ�NimbleTrack�c��
˼���Ƽ�NimbleTrack�c��- ��Creaform���F��������Ē��赽CAD�ğo
- ���eľ�״��ֳ�3D���g����xRayZoom G100
- ��Peel 3D�Ƴ�Peel.CAD Pro����3D��ӡ��
- ��ֱ��4800��3��17���𣬷eľ�״����M��3
- ��3D�����O���I������I��3DMakerpro�l��
- ��˼���Ƽ�NimbleTrack�c�Ñ��w�Q��
- �����R���S�߾������S���輼�g�������ع�
- ���Rɭ��3D�����Q�����I����Artec 3D�l
- ��3D����+���S��ģ�����씵�ֻ��lԡ����
- �����ƴ��ֺ���F��_�l�������ﱣ�o��
 �����T��3D����z
�����T��3D����z 3D����+3D��ӡ��
3D����+3D��ӡ�� ��W������3D����
��W������3D���� �ǰ����S�l��ȫ��
�ǰ����S�l��ȫ�� ���R���S�Ƴ��ֳ�
���R���S�Ƴ��ֳ�- ����������A�TXtion���ֳ�ʽ3D����x
- ���]ģ���ā�3D��ӡ 3D����x����ȫ�P�c
- ����W������3D���脓�����ࡢ���������~
- �����S����xԭ��������Senseȫ�ʒ���x
- ��������Ώ�CT����Ǽ���3D��ӡһ������
- ���������S��3D������3D��ӡ�C�ϵ��\��
- �����֙C����3D����x��
- ��DIY ��Raspberry Pi���S����x
- ��3D���葪���֙Cһ���׃��3D����x
- �����w���S����x��������3D�r��


