�����x�^�ۻ����������еęz�y�y�}�����ICT���g����Q��
�����x�^�ۻ��������켼�g���Ԍ��F���ُ��s�����Ŀ��١��oģ�ߵ����Ɍ��w�������Σ�ͬ�r�_�����Θ��������W���܃����T���ģ��ӽ������c呼������W�����ஔ�����ԣ������x�^�ۻ��������켼�g�ɞ麽�պ���������s�����������Ҫ���g��Ҳ���������M���պ������Y�����OӋЧ�ܣ����F���܃��ȵă����OӋ��������Ҫ�l����
Ȼ�������ڿ��Ę����ď��s�ԣ���ο��١��߾��ȼ��_���Եؙz�y��������Y�����Ȳ��ijߴ�ֲ���ȱ�ݷN��Π�ֲ�Ҏ�ɳɞ�����ԓ���g���õ��y�}��ASTM F2924��䁷��۸���������Ti-6Al-4V�˜�Ҏ�����mȻ���x�^�ۻ���������aƷ�ăȲ�Ʒ�|��������Ҫ���˜�ֻҎ���˲����侀�z�y���еķ������ϸ��Г�、�z�鲿λ�ͳ�ӷ����ȶ�δ���w�f�����侀�z�y�mȻ����Ч�z�y�Y���Ȳ�ȱ�ݣ����x�^�ۻ���������aƷ�ăȲ��Y���dz����s�����cꇽY��、�U�սY���ȣ����@Щ�Y�����侀���ܽY���ړ����o�����F100%�z�y��
���ICT(Ӌ��C���ӳ���)���g�ǻ��ڶ��S�����S�����g�����M�o�p�z�y�ֶΣ��m���ڲ�ͬ���ϺͽY���ğo�p�z�y�������m�ϽY�����^���s���㲿���ęz�y��
���ICT���g
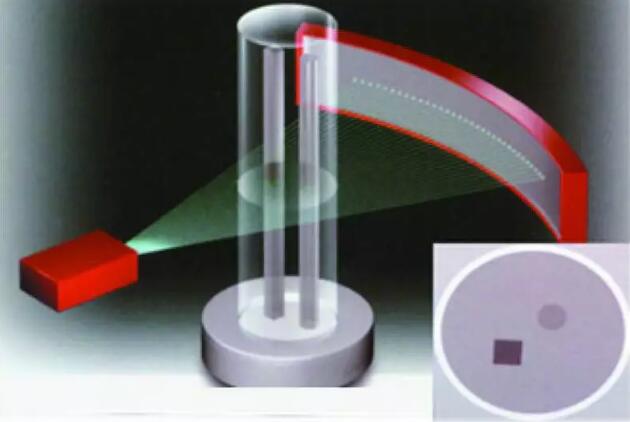
�D1 ���ICT����ԭ��ʾ��
���ICT���g�����c�ǣ�
- ���ܱ��z���w�Y�������ϼ������r�����ƣ�
- �o�����z���wijһ����Ĕ��ӈD������S�D����ֱ�^���������������z���w�ăȲ��Y����Ϣ��
- �Ȳ��Y����Ϣ�ܾ��_������
�@Щ���c���Ï��a���侀�z�y�ȳ�Ҏ�z�y�����IJ��㣬�ܺܺõ،������x�^�ۻ�����������s�㲿���ăȲ�ȱ���M�Йz�y�������Ѳ������M�Ĺ��ICT���g����������Y���M���˙z�y��
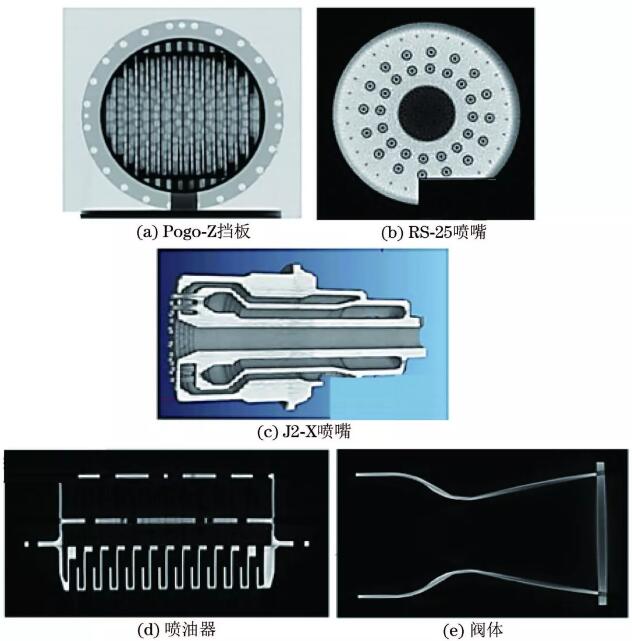
�D2 ͨ�^�����������켼�g�Ƴɵ�Pogo-Z���壬RS-25��J2-X���죬���������y�w�Ĺ��ICT�D��
���ψD���Կ��������ICT���g���H�܉�o�����s������݆�����������܉��ݵث@�������o�p�z�y�������o���@�õăȲ�������
![]() �����x�^�ۻ���������ĵ���ȱ���γəC���c����
�����x�^�ۻ���������ĵ���ȱ���γəC���c����
�����x�^�ۻ��������켼�g�ǺϽ��ĩ�ڼ������������ۻ������������̲����Fұ����^�̡����������^�̶����ژO�̕r�g����ɵģ����ڳ����Ƽ��Юa�������Ѽy�����w�R�Ȳ���ȱ�ݣ�����Ӱ��˳����Ƽ���Ʒ�|�����ܡ����У��Ȳ�ȱ���Կ�(���ۺϲ���)���Ѽy������
1. ���γəC���c����
��ȱ���Ǽ����x�^�ۻ��ИO�a���ăȲ�ȱ�ݣ��������Ƽ������W���ܮa������Ӱ푣��M���Ƽs���H�aƷ�Ĺ��̻����á��ںϽ��ĩ�ļ����ۻ��^���У��������ۻ��Ͻ��ĩ��Һ�࣬�����c��ĩ�����Õr�g�O��(ͨ��������0.5~25ms)��ͬ�rҺ��������^��Ҳ�ܿ졣����Ͻ��ĩ�����ܶȲ����w���g���ڿp϶��Ҳ�����ښ��w����ô�ںϽ�������̵��^���У����ښ��w���ܼ��r��ȫ�ų������־͕����������w�У��������̕r�������Ķ��γɿ�����ijһ�����x�^�ۻ���ˇ�����®a���Ŀ�ȱ�ݒ�����R�D���D��ʾ��
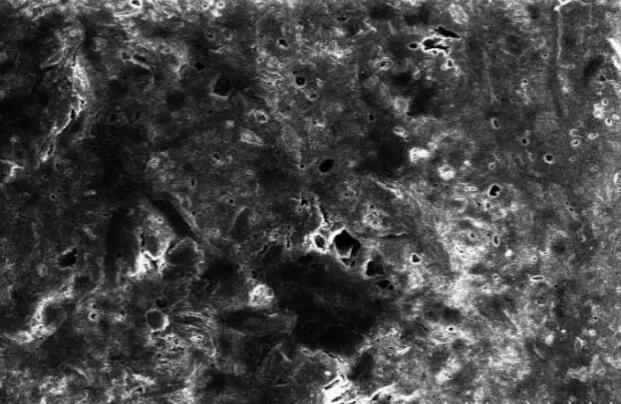
�D3 ���Ϳ�ȱ�ݒ�����R�D
2. �Ѽy�γəC���c����
�Ѽyȱ���Ǽ����x�^�ۻ��^���ИO�a���ăȲ�ȱ�ݣ��������Ƽ������W���ܺ�ʹ����������ҪӰ푣������������^���������Ƶ�ȱ����ͣ�Ҳ�nj��Ƽ��ͮaƷΣ�����^���ȱ�ݡ��ڼ����x�^�ۻ��^���У��Ͻ��ĩ�����w���϶����v���̑B׃Һ�B��Һ�B��׃��̑B����s���Ҝص�׃���^�̡�������׃���^���У����Y�ӵĽ��١����ı����^�ɌӵĽ��پ���ͬ�̶ȵش������w�e�տs�������տs�a���ľֲ��������^���ϵď��ȘO�ޕr���Ѽyȱ�ݾ͕��a�������⣬δ�ۻ���ȫ�ķ�ĩ��Ͻ��ĩ�Ў��е��s�|���γ��Ѽy����ijһ�����x�^�ۻ���ˇ�����®a�����Ѽyȱ�ݒ�����R�D���D��ʾ��
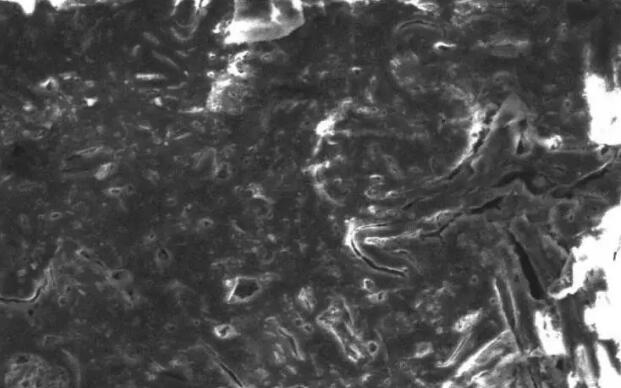
�D4 �����Ѽyȱ�ݒ�����R�D
![]() �����ԇ�����乤�ICTԇ�
�����ԇ�����乤�ICTԇ�
�D5 �����ԇ���Y��ʾ�⼰����D
���ψD��ʾ���ڡ�T�������p�A���Ĵ�A��߅������늻�、�����ȹ�ˇ�ӹ�������ֱ���քe��0.1��0.2��0.3��0.4��0.5mm�ĈA�ף��A����Ȳ�����2.0mm������ֲ��ڈA��߅������A��ֱ���c���z����Ч�����һ�¡�
��A��ֱ����10mm����늉�140kV�������150��A���ع�r�g0.25s���ɼ��Ƕ�1080�㣬�侀Դ�����z���w�ľ��x(SOD)41mm���侀Դ��̽�y���ľ��x(SDD)698mm���D��ϲ���4�����غϲ���1��
�D6 �����ԇ��CT�z�y�Y��(��ҕ�D)

�D7 �����ԇ��CT�z�y�Y��(��ҕ�D)

�D8 �����ԇ��CT�z�y�Y��(��ҕ�D)
���Կ���������ԇ����ֱ���քe��0.1��0.2��0.3��0.4��0.5mm��5������������z�y������ͬ�r�z�y�����L�Ȟ�0.1mm���ҵĊA�sȱ��(�D�а��c)��
![]() �Ѽy���ԇ�����乤�ICTԇ�
�Ѽy���ԇ�����乤�ICTԇ�
�D9 �Ѽy���ԇ�������Y��ʾ��
�Ѽy���ԇ��������Ҫ�����£�
- ���w���ֲ����c���z������һ�£��A���wֱ���c���z����Ч�侀�������һ�£��߶Ȟ�40mm�������S������ָ����ͬ�ăɲ��֣�һ�˷������K����һ�˞����c��ע�̶ȡ�
- �˹��Ѽy�Č��ȿ���ͨ�^�y����Ӌ��õ������տ̶�ӛ䛲�ͬλ��̎���Ѽy����(�_�ڌ���)�����ȷ���һ���0.05~0.2mm��
��늉�400kV�������1.0mA���ع�r�g1s���ɼ��Ƕ�1080�㣬SOD��230mm��SDD��863mm���D��ϲ���2�����غϲ���1��
�D10 ֱ����10mm��20mm��TC4�����x�^���������Ѽy���ԇ��CT�z�y�Y��(��ҕ�D)
���ψD���Կ���������ԇ���_�ڞ�0.05mm���Ѽy�������z�y������
(؟�ξ���admin)

��һƪ��Carbon���ڻI��20�|��E݆���Y�����ҽ�a���ǫF��I���|
 �������W�_�l����ʳ����
�������W�_�l����ʳ���� Ashley Furniture�������^
Ashley Furniture�������^ �������о��ˆT����^�m��
�������о��ˆT����^�m�� ITAMCO���նɴ�W��������
ITAMCO���նɴ�W�������� �h����ُ����һ3D��ӡ��˾
�h����ُ����һ3D��ӡ��˾ ���ô��l�����l���t���O��
���ô��l�����l���t���O��- ���������W�_�l����ʳ�������ߵ�3D��ӡ
- ��Ashley Furniture�������^����ʹ��3D��
- ���������о��ˆT����^�m���M��ͯ3D��ӡ
- ��ITAMCO���նɴ�W������������܊�_�l3D
- ���h����ُ����һ3D��ӡ��˾������3D��ӡ
- �����ô��l�����l���t���O��3D��ӡ����ָ
- ��ӡ�ȹ�˾�_�l���ڽ�Ĥ��ֲ������3D��ӡ
- ��NASA 3D��ӡ�C�����������Ą��vʷ
- ��Markforged��Carahsoft��������������
- �������m�մ�3D��ӡ������Kwambio���_ʼ
- ���W�ؿ�Memento������Ƭ����3Dģ�͵���
- ��3D��ӡģ�ͷ���ƽ�_ThingiverseӋ���_
- ���P�cʮ�����ܚgӭ��3D��ӡSTL�ļ����d
- ���ƌW��ʹ��3D��ӡ���g�_�l�˹��I�K
- ����Bһ��DLP 3D��ӡ�C����ܛ��nanoDLP
- ��ȫ�������iOSϵ�y�����L3D��ģܛ��u
- ��e-NABLE 3D��ӡ�x֫ ��׃ǧ�f�˵�����
- ������3D��ӡ�C��ā��ˣ�����ۃrҲҪ13
- ���R˹��W�W���_�l���ɜyԇ3D��ӡ���ֵ�
- ��Ӣ���tԺӋ����3-4�ꌍ�F����3D��ӡ��


