����T�켯��ʽ�ͺϚ���wɰо�M�е�3D��ӡ���g
Մ��3D��ӡ�����T��I(y��)��ͨ���õăɷN���gһ�N��ͨ�^3D��ӡ�������T�����ģĸģ��һ�N��ͨ�^3DP���g��SLS���gֱ�Ӵ�ӡɰ�͡���ͨ�^3DP���g��SLS���gֱ�Ӵ�ӡɰ��ֱ�^�ĺ�̎������һ�ǿ����Á���ӡ�dz����s�ĽM�������ǿ����Á���ӡ�ؓ䃞(y��u)���ġ�����OӋ���@�ӵ��OӋͨ���c�҂����Ԟ鳣���OӋ�����^���������@�IJ�e�����^�������@���ߣ��҂������Ե�һ�������ǣ�ͨ�^3DP���g��SLS���g��ӡ����ɰ�ͣ��ٌ��@Щɰ���c���y(t��ng)�����ɰ�ͽM�����������ڣ��c�W(w��ng)��һ���������������3D��ӡ�T�켯��ʽ�ͺϚ���w��ɰо�M�е�̽���ɹ���
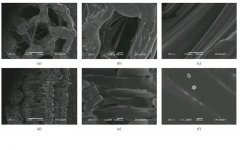
�DƬ��3D��ӡ�����ڰl(f��)�әC�T��IJ�ͬ;��
3DPճ�ӄ�����3D��ӡ���g�е�3DP���˼�x����3D printing, Ҳ���ǬF(xi��n)��3D��ӡ���g�����Q��Դ��3DP����ԭ���ǣ����һ�ӷ�ĩ��Ȼ��ʹ�Ç��쌢ճ�τ�������Ҫ���͵ą^(q��)�����Ϸ�ĩճ�ӣ��γ�������棬Ȼ���؏�䁷ۡ���Ϳ��ճ�ӵ��^�̣��ӌӯB�ӣ��@����K��ӡ�����������3DP���g�����Á���ӡ�����w����ɰ�ӣ��Ķ�������T�����õ�ɰģ��
SLS��ˇ�����Ϸ�ĩ䁞����ѳ���������ϱ��棬����ƽ���øߏ��ȵ�CO2�������ڄ�䁵����ϒ����������棻���Ϸ�ĩ�ڸߏ��ȵļ��������±����Y��һ�𣬵õ�����Ľ��棬���c�����ѳ��εIJ���ճ�ӡ�SLS��ˇ�����Á���Y��Ĥɰ���Ķ�������T�����õ�ɰģ��

���y(t��ng)�Ě���wһ���ǂ�����ʽ���Y������ǻ�ɚ�������T���b�Y��������w��˨�����ӡ�������������������Ӽ��@Щ�Y���܇���ˮ��ǻ�M�ɣ��Y�����s���T�����y���l(f��)�әC�����rˮ��ǻ��M��sҺ�������T�����T��Ȧ������w�װ��M�б�Ҫ����s�����T�췽��ͨ���ǂ��T��ƽ�T��
�V��������T�켯��ʽ�ͺϚ���w��ɰо�M�����M���˷e�O��̽�����ɹ��T���������s�̶ȸߵļ���ʽ�ͺϚ���w������ʽ�ͺϚ���w�ď��s�����M�Ś�������������b�ס����w��ˮ�ס����w��ˮ�ס���ס���ˮ��݆ͦ�U�ס�
ɰо�M�Á����ͼ���ʽ�ͺϚ���w�T����ɰо�M������
�R�rɰо�M������һ�wʽ�ױPɰ�͡�ǰɰ�͡���ɰ�͡���ɰ�͡�݆ͦ�Uɰ�ͺ���ɰ�ͽM�b���ɣ�һ�wʽ�ױPɰ���ϼ����К�ĸ׳��Ͳ���
��ˮ��ɰ�ͣ���M�b���R�rɰо�M�ϣ���ˮ��ɰ���Qֱ���ã���ˮ��ɰ���c��ĸ׳��Ͳ�֮�g���g϶���{�����M��ɰ�ͣ���������w��ˮ��ɰ�͡����w��ˮ��ɰ�͡��M���ɰ�ͺ��Ś��ɰ�ͣ��M��ɰ�ͽM�b�ڸ�ˮ��ɰ���ϣ��w�Pɰ�ͣ��w�Pɰ���cǰɰ�͡���ɰ�͡���ɰ�ͺ���ɰ��ͬ���ڳ��ͼ���ʽ�ͺϚ���w�������ć��Π��ϵɰ�ͣ���ϵɰ�Ͱ�����ֱ���������Q���O�ã�ֱ�������϶˾��Н��ڱ���ֱ����λ�ڼ���ʽ�ͺϚ���w�T�����L�ȷ����һ�ȣ�ֱ�������¶β����γ���ǰɰ�̓Ȳ���ֱ�������϶β����ɝ�עɰ���ṩ��
���M��������ɶ��O���ОV�W(w��ng)��ֱ�����ĵ��c���M�����Bͨ�����M�����c����ʽ�ͺϚ���w�T���Č��ȷ���ƽ�У����M�����γ���һ�wʽ�ױPɰ�͵�ǰ�˃Ȳ���
�ɂ��֙M������ԓ�ɂ��֙M���������O�����c����ʽ�ͺϚ���w�T�����L�ȷ���ƽ�У�ԓ�ɂ��֙M����̎�ڼ���ʽ�ͺϚ���w�T�����·��ăɂȣ��ɂ��֙M������һ�˷քe�c���M�����ăɶ��Bͨ���ɂ��֙M�����c���M�����M��U�Π�ɂ��֙M��������һ�˷քe�O�м��������ɂ��֙M�����քe�γ�����ɰ�ͺ���ɰ�͵ăȲ���
���ɂ�L�ȝ������������O���ڃɂ��֙M�����ăȂȣ�ÿ��L�ȝ����ij��ڶ˞�u�s�ԓ���ɂ�L�ȝ����Á팢����Һ�����T���У����ɂ�L�ȝ����քe�γ�����ɰ�ͺ���ɰ�͵ăȲ���
�����@һ���g���c��ͨ�^һ�wʽ�ױP��������ͣ��M��ɰ�ͣ����ӽMо�ķ�ʽ�M�b������ɰ�ͣ�ʹ�ü���ʽ�ͺϚ���w�ĸ�ˮ��ɰ�����Qֱ�ˑB(t��i)(��ֱ��ʽ���͙C������B(t��i))�������T���У����ګ@�ñں������׃��С�ĸ��Π�M��ɰ�͵đ��ü����˶�Nɰо�������˽M��ˇ���M�ʹΔ�(sh��)���M�����Μʴ_���M�Ś���ڝ��T�^���в����ϸ����M�Ś���ں����������ܸ���(y��u)��
���w���f��3D��ӡ�����аl(f��)�]�������ǽM��ɰ�͵ĸ��w��ˮ��ɰ�͡����w��ˮ��ɰ�͡��M���ɰ�ͺ��Ś��ɰ������3D��ӡ�����ġ�
�@�N�M��ɰ���ڽ����T���еă�(y��u)���w�F(xi��n)�飺
-����Һһֱ���ӵ��֙M����δ�˵ļ�����������Һ�����ļ�С���������r�������ȡ�
-����Һ����(j��ng)���ˡ����͕r����Һ�������ɿ�p�����_������Һ���ٵ��_���ٳ��͵�Ч���������ڽ���Һ���Ϳ��ƽ��(w��n)�����LJ��伤�M���ͣ���������ǻ���ų����T�����a(ch��n)������T��ȱ�ݡ�
-����Һ�ܿ���ƽ��(w��n)�M���T�ͣ����T�r�g�죬����Һ����K�ضȸߣ��T�����a(ch��n)��������T��ȱ�ݡ�
- �^�V����Ч�����ã��M���T�͵Ľ���Һ�Ƀ����T�����a(ch��n)�����۵��T��ȱ�ݡ��Ԍ��F(xi��n)����ƽ��(w��n)������Ч���ã��Ś�형�����ˮ�ױں�����M�Ś�����T�в��ϸ������M�Ś���ں����Ʒ�ʸߡ���Ʒ�ʸߡ��a(ch��n)Ʒ�|���á�
�ڱ������У�����3D��ӡ���ͼ��gһ�γ��ͣ��܉_�ı��Cɰ�͵��Π�ߴ磬�Լ��Π�֮�g������λ�ã��܉��C�T���ıں�����e���M�Ś���c���wˮ���M�Ś���⚤�ď��s�Π�����ƥ�估�ں�ľ����Ҹ��w��ˮ�ס����w��ˮ�ס��M������Ś��һ�ξ��_���ͣ��܉�ɹ��_���M�Ś���ڝ��T�^���Пo�ϸ����܉��Q�������λ��һ���ԵĆ��}���Ķ��_���������(sh��)�����ԡ�
���ą���������
CN106111912A�����T�켯��ʽ�ͺϚ���wɰо�M
WO/2016/075521A1:CYLINDER HEAD OF MULTI-CYLINDER ENGINE
US20160138438:CYLINDER HEAD ARRANGEMENT FOR VARIABLE VALVE ACTUATION ROCKER ARM ASSEMBLIES
����Դ��3D�ƌW��
(؟�ξ���admin)

��һƪ���������H�������z�Q��չ���ϳ��F(xi��n)3D���z��ӡ�¼��g
 �{���w�SͿ�ӹܠ�֧�ܹ���
�{���w�SͿ�ӹܠ�֧�ܹ��� ���������Fꠡ�Science��
���������Fꠡ�Science�� ��ȼ�C�����������ޏͼ��g
��ȼ�C�����������ޏͼ��g �����ܽ��ټ������������b
�����ܽ��ټ������������b ���������c�����W������
���������c�����W������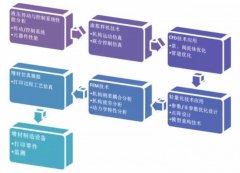 ���漼�g�c3D��ӡ�Ƅ�Һ��
���漼�g�c3D��ӡ�Ƅ�Һ��- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �����������Fꠡ�Science���ӿ��� 3D��ӡ
- ����ȼ�C�����������ޏͼ��g�C��
- �������ܽ��ټ������������b�估��ˇ�_�l(f��)
- �����������c�����W�����аl(f��)ˮ���z/��
- �����漼�g�c3D��ӡ�Ƅ�Һ��Ԫ����������
- ���ƌW��ʹ�ó�������������3D��ӡ�M��
- ���P��DMD�����۸�3D��ӡ���g�ķ���ģ�M
- ���������x�^(q��)������Y�ļ{�������ۺ����
- �����صۇ������WԺ���ͳɱ�늻��W�����
 �ƌW��ʹ�ó���
�ƌW��ʹ�ó���- ��CLIP�B�m(x��)Һ�����켼�g����ԵĹ�̻�
- ���{��3D��ӡ���������p���Ӿۺϼ��g�I
- ���P�c2016�ϰ���Ŵ���3D��ӡ���g
- ��3Dģ�͎�Sketchfab�Ƴ�ʹ��VR�^���g�[3
- �������{��Ӣ�Z����3D�����ӡѪ�ܼ��g
- �����g���£���IFAM�_�l(f��)����FDM 3D��ӡ
- �����ͽ���3D��ӡ���gXJET���������
- ���{���w�SͿ�ӹܠ�֧�ܹ�����������3D��
- �������c����3D��ӡ���g�о��c����
- ��SLM 3D��ӡ���g��ͻ�ƣ������a(ch��n)�ߏ�����


