���⒁���x�^�����ۻ��Ƃ��Ti6Al4V���
�r�g��2023-07-21 11:44 ��Դ��������ͨ��W ���ߣ��O�[�� ���� ��x����
�����x�^�ۻ�(SLM)����һ�N�O�߰lչǰ�����������켼�g����Խ��Խ���������о��ˆT����ҕ�����ǣ�����SLM�Ƃ�Ľ�������������F���߱���ֲڶ�ֵ�Ͷ�N����ȱ�ݡ����⒁����һ�N��߽��ٱ����|�����¼��g����ͨ�^����ݗ�ս��ٱ���a���ğ�Ч����ʹ�þֲ������ۻ������l����ë�������ë�����������������ڽ������ӣ����F����䰼�ȣ��Ķ��@�ù⻬�ı��档������P�ڼ��⒁������P�о��ѽ��ɞ���c���}���ɹ�����ӿ�F��
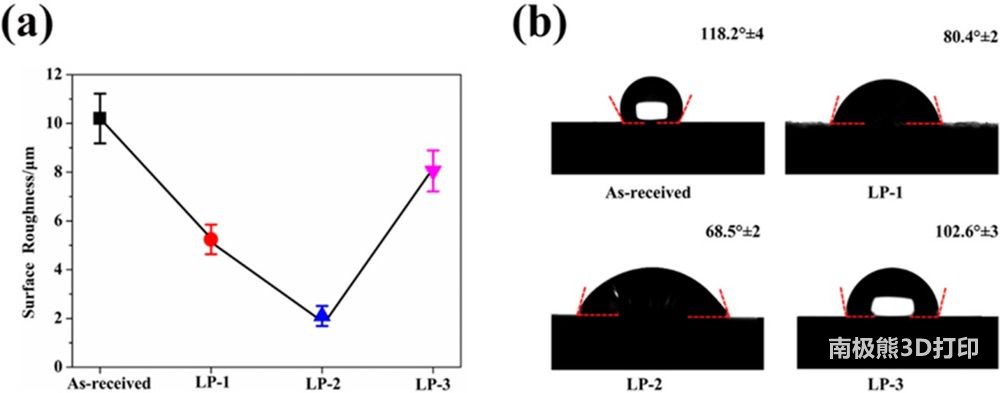
�ӱ����I��WChunyong Liang����ʹ�ò��L1064nm�ļ{���}�_���w����������SLM�Ƃ��Ti6Al4V��������M�м��⒁�⡣���߱��C������X��Y�����ϵ��دB�ʲ�׃����׃����������ܶ��OӋ�����M��ͬ�ļ��⒁�Ⅲ�������1��ʾ��ԭʼSLM�Ƃ���������ֲڶ�Ra=10.2��m��

���M���Ⅲ�������LP-2�Ĵֲڶ���ͣ���ԭʼRa=10.2��m�ı��棬���2.1��m��ԭ����LP-1��LP-2���l������\�ۣ�SSM������LP-3�����ܶȴl���˱����^�ۡ�SSMЧ��������Ч���ͱ���ֲڶȣ�����LP-1����̫С���ۻ����㣬���LP-2�ֲڶ���͡��ü���۽��@�R������ֲڶ��M�Мyԇ������ԭʼ��Ʒ�͒�����Ʒ�����M���˽��|�ǜyԇ����D1��ʾ��

�����īI��
Liang C, Hu Y, Liu N, et al. Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting[J]. Metals, 2020, 10(2).https://www.mdpi.com/2075-4701/10/2/191
�ӱ����I��WChunyong Liang����ʹ�ò��L1064nm�ļ{���}�_���w����������SLM�Ƃ��Ti6Al4V��������M�м��⒁�⡣���߱��C������X��Y�����ϵ��دB�ʲ�׃����׃����������ܶ��OӋ�����M��ͬ�ļ��⒁�Ⅲ�������1��ʾ��ԭʼSLM�Ƃ���������ֲڶ�Ra=10.2��m��
��1 ���CX��Y�����ϼ����دB�ʲ�׃�OӋ�����M��ͬ�ļ��⒁�Ⅲ��
���M���Ⅲ�������LP-2�Ĵֲڶ���ͣ���ԭʼRa=10.2��m�ı��棬���2.1��m��ԭ����LP-1��LP-2���l������\�ۣ�SSM������LP-3�����ܶȴl���˱����^�ۡ�SSMЧ��������Ч���ͱ���ֲڶȣ�����LP-1����̫С���ۻ����㣬���LP-2�ֲڶ���͡��ü���۽��@�R������ֲڶ��M�Мyԇ������ԭʼ��Ʒ�͒�����Ʒ�����M���˽��|�ǜyԇ����D1��ʾ��
�D1 (a)����۽��y�õı���ֲڶȈD��(b)���|�ǜyԇ�D
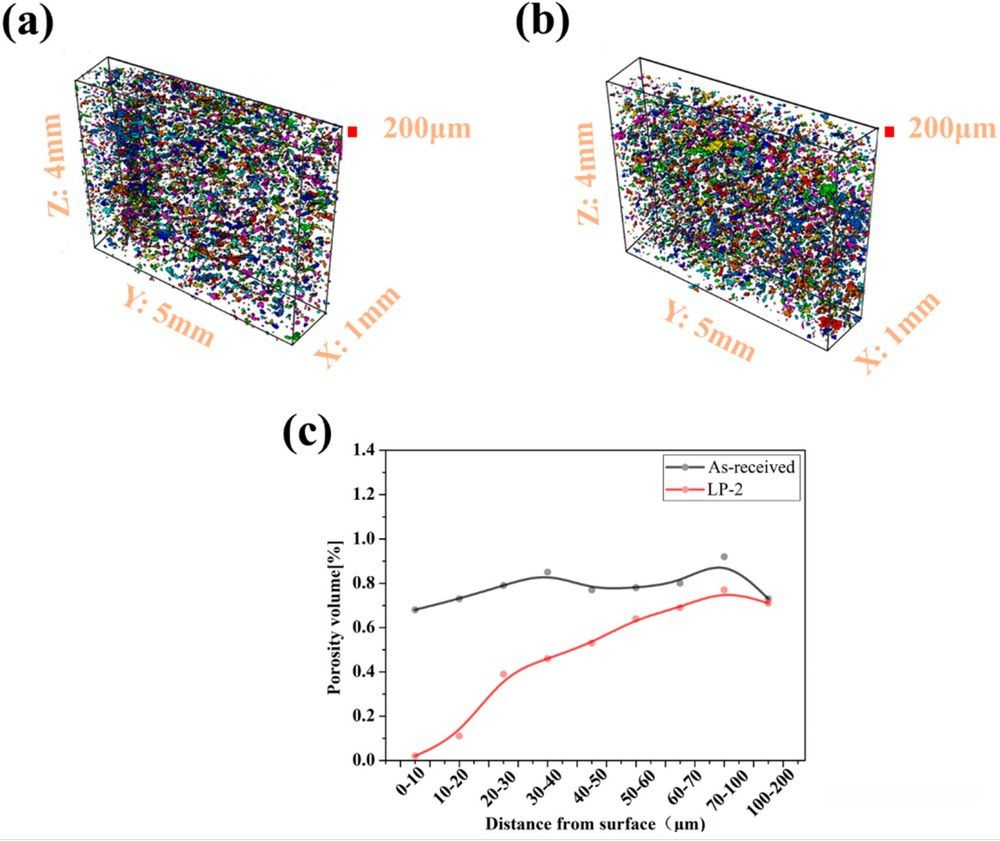
�yԇ�Y������LP-2�����£�����ֲڶ���ͣ����|��Ҳ��С��������Hˮ�ԡ���CT����Ʒ���漰�Ȳ��Ŀ�϶���M�Мyԇ����D2��ʾ�����⒁���ޏ���ԭ��SLM�Ƽ�������Ѽy����϶��δ���w����ȱ�ݣ������ڃȲ����_100��m���۳���ȃȣ���϶�������p�٣��^�쵽�������ܵ��^�M����
�D2 (a)��(b)�քe��SLM���͘�Ʒ��LP-2��Ʒ�ؽ��Ăβ�ɫ�D��(c)��SLM��Ʒ��LP-2��Ʒ���x���治ͬ���x�Ŀ�϶�w�e��
����Ʒ�����M�м���𤸽����ֳ����D3��ʾ���l�F�ڹ⻬��LP-2���漚����𤸽����ֵ���á��C���˼��⒁��Ĺ❍������������������������ԡ�
�D3 MC3T3-E1�Ǽ����ڲ�ͬ��Ʒ�����𤸽����ֳ��(a)SLM��Ʒ��(b) LP-1��Ʒ��(c) LP-2��Ʒ��(d) LP-3��Ʒ���Da-d:���N1���ɹǼ�����f -���ӵ��Ǽ�(�tɫ)�ͼ�����(�{ɫ)
Ti6Al4V��һ�N�����ڹǿƺ������ί��IJ��ϣ�ͨ����SLM�������켼�g��Y�ϡ����ĵ��о�ͨ�^���⒁�⽵��������ı���ֲڶȣ��ޏ��˿�϶��ȱ�ݡ�������Hˮ�Ժ����������ԣ�������Ti6Al4V���ƏV�͑��á������īI��
Liang C, Hu Y, Liu N, et al. Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting[J]. Metals, 2020, 10(2).https://www.mdpi.com/2075-4701/10/2/191
(؟�ξ���admin)

 �����A��Ժʿ�Fꠣ�����
�����A��Ժʿ�Fꠣ����� �I��32.29�|Ԫ��3D��ӡ��
�I��32.29�|Ԫ��3D��ӡ�� 2025������5����У�_�O3D
2025������5����У�_�O3D �麣�@������������3D��ӡ
�麣�@������������3D��ӡ �Ĵ��浽ꩼ{��һ�p�Ї�3D
�Ĵ��浽ꩼ{��һ�p�Ї�3D ��ҕ���������ߣ�3D��ӡ
��ҕ���������ߣ�3D��ӡ������
- �������A��Ժʿ�Fꠣ�����ܛ���ϵ����
- ���I��32.29�|Ԫ��3D��ӡ��ĩ�����N��271
- ��2025������5����У�_�O3D��ӡ���ƌ��I
- ���麣�@������������3D��ӡ��
- ���Ĵ��浽ꩼ{��һ�p�Ї�3D��ӡЬ�{����
- ����ҕ���������ߣ�3D��ӡ�r������ӆ��
- �����������������O������T(3D��ӡ)ϵ��
- ��2024��I�ճ�8�|Ԫ��MIM��S�y������
- ��һ�p��Ь�u��1399Ԫ�������Ї���˾��3D
- ��2025��һ���ȇ��a3D��ӡ�C����96.5�f�_
 ��ʹ5�꣬������
��ʹ5�꣬������ �������S2023ȫ��
�������S2023ȫ�� �Ϻ�����ȇ�ӭ��
�Ϻ�����ȇ�ӭ�� 3D��ӡ���wֲ���
3D��ӡ���wֲ��� FRI����֬�Ͱ�ˮ
FRI����֬�Ͱ�ˮ ������ۺ��Ⱦ��
������ۺ��Ⱦ�����c����
- ��������һ����������ѩФ��ˮһ���顱��
- ���V�|ʡ3D��ӡ�aֵͻ��100�|Ԫ��ʡ����
- �����Q���Q�ԡ���ʲô��Ф�����Z�䌍
- �����Ą�Ӌ�I����һ�ʴ_��Ф����ʲô��Ф
- �����~��w������ָʲô��Ф����һ�����
- ���������������`�a��һ����ɫ����һ����
- �������B����ϲ��꣬���º��һ�Ÿ�����
- ������ȸ���w����һ�ʴ_��Ф����ʲô��Ф
- ������ո����߶�׃��ʮ����Ф�Ǹ��硱��
- ����ʮ����Ф�Ǹ��磬����}�������塱��


