�u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����Փ����ˇ���۳ء��M����ȱ�ݼ�����(2)
�r(sh��)�g��2023-02-28 10:48 ��(l��i)Դ��������T��(li��n)�� ���ߣ�admin ��x����
3 �۳�����-���̽M���P(gu��n)(li��n)�о�
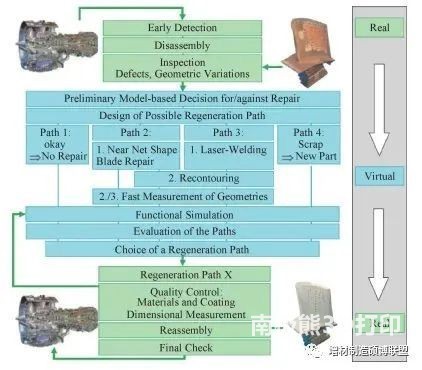
����(j��)�D 8��ʾ�Ćξ��������ޏ�(f��)���A(ch��)��Փ��ܣ��������۳�����-���̽M����֮�g���P(gu��n)(li��n)�����H�ܼ�������ξ��ޏ�(f��)�M���ݻ��C(j��)�ƣ�߀��ָ��(d��o)�l(f��)չ�۳رO(ji��n)��ϵ�y(t��ng)��������ӽ��m(x��)�M���ķ�(w��n)���ԡ�
3.1 �ضȈ�(ch��ng)
�۳ضȈ�(ch��ng)�Q���۳صĎ��Π������ǰ�ض��ݶȣ���(du��)���̽M�������O����Ҫ��Ӱ푡�ͨ�����ɲ���Rosenthal[88]������������Ԫ����[28, 66, 89-90]�@���۳ص����S�ضȈ�(ch��ng)�ֲ���Rosenthal�����������S�ຆ(ji��n)�εļ��O(sh��)(�磺��(w��n)�B(t��i)�����(d��o)�������ۻ���͟�pʧ���۳؛]�Ќ�(du��)����)��ʹ�÷����ݣ���Ӌ(j��)�㾫���^�ͣ�����Ԫ�����ܾC�Ͽ��]���ᡢ���|(zh��)�����w����(d��ng)��������Ì�(du��)�ضȈ�(ch��ng)��Ӱ푣�����Y(ji��)���c��(sh��)�(y��n)�Ǻ϶ȸߣ���Ӌ(j��)��r(sh��)�g�^�L(zh��ng)����D 14��ʾ��һ���@���۳صĜضȈ�(ch��ng)�������S�Π�Ϳ��Ը���(j��)����ǰ�صĜض��ݶ�Ghkl����������Vhkl�_��CET��
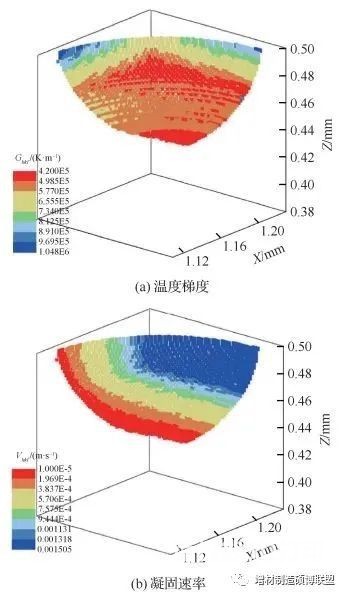
�D 14 �۳ع�Һ�������̅���(sh��)���S�ֲ�[28]
��ͬ���T������ƽ����Ͼ���㶨��Gn��Vnֵ������/������������ǰ�ؽ�����Gn��Vn�ķֲ��c�۳��Π����̎��λ���������P(gu��n)�����n�}�M�о��������۳�β���ض��ݶ�Gl���Ƅ�(d��ng)�ٶ�Vb������ǰ�،��L(zh��ng)��w/l�ǿ���CET���P(gu��n)�I�۳������������У�Gl��Vb�Q��Gn��Vn�ķֲ���С��w/lӰ�Gn��Vn�ķֲ�څ��(sh��)����D 15��ʾ���^С���۳،��L(zh��ng)��(w/l)���^�ߵ�β���ض��ݶ�-�����ٶȱ�(Gl3.4/Vb)�����ڴ��M(j��n)������L(zh��ng)���p�ٵ��S����
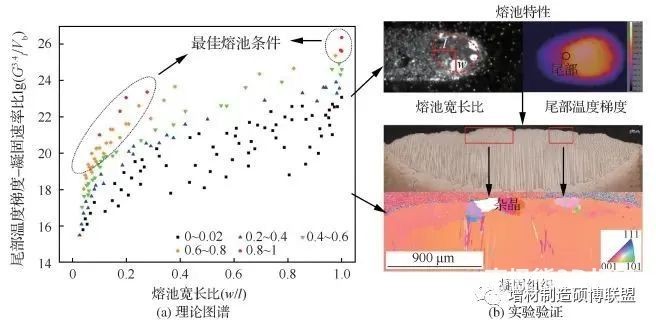
�D 15 �۳�����-���̽M���P(gu��n)ϵ�D
��(du��)�ڵ͒����ٶ�DED���۳��Π��w/l��(du��)CET��Ӱ푲���횱��C�����β���ض��ݶ�Gl���ܱ����γ��s��������(du��)�ڸߒ����ٶ�PBF���۳�β������Gl3.4/Vb��(du��)CET��Ӱ�����(du��)�^С�������Π��w/lʮ���P(gu��n)�I���pСw/l(�\���L(zh��ng)���۳�)�mȻ�܉���߳��Άξ����w�e��?j��n)?sh��)�����s��(d��o)��픲��s��څ��(sh��)��������۳������������픲��s�����͕�(hu��)�ƉĆξ����ӽ��m(x��)���L(zh��ng)���n�}�M߀�����۳ضȈ�(ch��ng)�ֲ�Ҏ(gu��)�ɣ�������{(di��o)���۳����ԵĹ�ˇ���ԣ������Դ���ʺ��A(y��)��ض��܉�ͬ�r(sh��)�pСw/l��Gl������������ٶȿ��ԜpСw/l�s��Ӱ�Gl�Ĵ�С��
3.2 ����(ch��ng)
�������ޏ�(f��)������ȿ��������^(gu��)���У��۳�(n��i)���ҵĜض�׃����ʹ���w�ܶȺͱ��揈�����څ^(q��)���Բ�����l(f��)��N��͵�����(d��ng)[91-93]�����У��ɸ���/�����(q��)��(d��ng)�Č�(du��)���Q����Ȼ��(du��)�������ɱ��揈���ݶ��(q��)��(d��ng)�Č�(du��)���Q���R�m���ጦ(du��)��(�ַQ��ë��(x��)��(du��)��)���ژO�ߵı���ض��ݶȗl���£��R�m����������Ҫ�Č�(du��)��ģʽ���(q��)��(d��ng)���w���۳ض���ߵ�����λ������������(d��ng)��
�۳�����(ch��ng)�����ڴ��M(j��n)������|(zh��)���M(j��n)����׃?n��i)۳��Π��Լ�����ǰ�ؽ���Ĝض��ݶȡ����?j��)��(j��ng)���Rosenthal����ģ�ͣ������Ƅ�(d��ng)�۳صĜضȈ�(ch��ng)�ʡ��I�Ρ���ֲ����۳صײ��^(q��)��Ȝؾ��ܼ����ض��ݶ�������R�m����Ч��(y��ng)�����£��۳ر���Ĵ����������S��(du��)�������ײ����@�������۳صײ��Ĝض��ݶ�[28]�����⣬�n�}�M���о�DED-L�ξ�����ޏ�(f��)�r(sh��)�l(f��)�F(xi��n)�����Ч��(y��ng)��(d��o)���۳Aб�����w�����������µ�����(d��ng)�������Q��ض��ݶȣ����M(j��n)�s���γ�[94]��
��һ���棬���w����(d��ng)���ܕ�(hu��)���֦�������Ԫ��ƫ��������֦����˸���Һ����κ��ܶȡ�Acharya��[82]ᘌ�(du��)SLE�ξ������ޏ�(f��)�_չ���ضȈ�(ch��ng)-����(ch��ng)-���̽M�����P(gu��n)(li��n)�о����Y(ji��)���������۳�(n��i)�����u�Y(ji��)��(g��u)��(Ҋ�D 16(a))��(du��)���ܴ���֦�����L(zh��ng)�������֦���䮔(d��ng)�κ˺��ӣ����M(j��n)�s���γɡ����⣬�ھ��г��ߜض��ݶȡ�������s���ʺͳ�С�ߴ�����Ե�PBF�۳�(n��i)�������ҵğ�ë��(x��)��(du��)����(d��o)���������L(zh��ng)������ʎʧ��(w��n)���γɪ�(d��)�صā���������/����Y(ji��)��(g��u)�����PBF�۳أ�DED�۳صı���ض��ݶ��^�ͣ����w��(du��)���F(xi��n)������(du��)���͡��@�N����(ch��ng)�l���mȻ��̫�������֦�����飬���s��ʹ֦�����L(zh��ng)ƫ�x��ʼ����[53]���γ�С�ǶȾ���(Ҋ�D 16(b))�����о�����[95-96]���o�۳�ʩ���m��(d��ng)������ⲿ늴ň�(ch��ng)�������������w����(d��ng)������������L(zh��ng)څ��(sh��)��
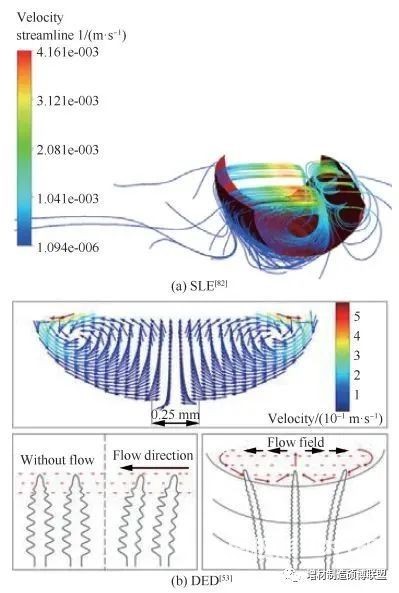
�D 16 �۳�����(ch��ng)
3.3 �۳رO(ji��n)��
�چξ��������ޏ�(f��)�^(gu��)���У����ڳ��m(x��)��ݔ��������۳ض�׃�����ɱ��⡣���⣬��Դ����˥�p���ͷ�/䁷۲�������ۻ����_��(d��ng)�Ȯ�����rҲ��(hu��)����۳�?c��i)_��(d��ng)�������O(sh��)�ú㶨���ޏ�(f��)��ˇ����(sh��)��Ҳ���y���C�۳صķ�(w��n)�����Լ����̽M����һ���ԡ���ˣ���Ҫ�l(f��)չ�۳��ھ��O(ji��n)�ؼ��g(sh��)������ޏ�(f��)�|(zh��)����
Ŀǰ�����õ��۳رO(ji��n)���ֶΰ���CCD/CMOS���C(j��)���t�����x/�ߜ�Ӌ(j��)��늶��O��/���V�x��[97-100]���քe���Ԍ�(sh��)�r(sh��)�ɼ��۳ص���ò�ߴ硢�ض���Ϣ��ݗ�䏊(qi��ng)�ȡ����У���(du��)�۳ضȺ���ò�ıO(ji��n)�y(c��)�ǿ��Ɔξ��������L(zh��ng)���P(gu��n)�I��Rottwinkel��[101]���øߜ�Ӌ(j��)��(du��)DED-L�ξ��ޏ�(f��)��(sh��)ʩ�ھ��O(ji��n)�أ�ͨ�^(gu��)�O(ji��n)���۳ضȲ������{(di��o)�ؼ���ʣ��S���۳ضȷ�(w��n)����1 400 �����ң����C�����^(gu��)�̾����^�͵ğ�ݔ�롣Huarte-Mendicoa��[102]ʹ��CMOS���C(j��)��(sh��)�r(sh��)�ɼ��۳صĎ���ò���J(r��n)��S�ַ�(w��n)�����۳ض��S�L(zh��ng)�������چξ����L(zh��ng)��Bansal[103]�l(f��)չ�˻��ڼt������x��SLE�ξ������ޏ�(f��)�۳رO(ji��n)��ϵ�y(t��ng)��ͨ�^(gu��)�C(j��)��ҕ�X�㷨��ȡ�۳سߴ硢�Π��ƽ���ضȵ��P(gu��n)�I�������������]�h(hu��n)��������ģ�ͣ���߆ξ����εķ�(w��n)���ԡ�
�����о��������l(f��)չ�^(gu��)�̱O(ji��n)�y(c��)�ͷ����{(di��o)��(ji��)ϵ�y(t��ng)���P(gu��n)�I���ڽ����O(ji��n)�y(c��)�������c��ĩұ������(sh��)���ޏ�(f��)��ˇ����(sh��)���^�M���Y(ji��)��(g��u)֮�g��ֱ��(li��n)ϵ�����@�N(li��n)ϵ�����Ǹ߶ȷǾ��Եģ����y��һ��(g��)���A(ch��)�Ĕ�(sh��)�W(xu��)ģ�́�(l��i)�����������(l��i)��������(j��ng)�W(w��ng)�j(lu��)�㷨�ęC(j��)���W(xu��)��(x��)���g(sh��)Ѹ�Ͱl(f��)չ���e�m����̎���߾S�ȴ�(sh��)��(j��)[70, 104]����ˣ������C(j��)���W(xu��)��(x��)�㷨�����塰��ˇ-�۳�(�O(ji��n)����̖(h��o))-�M����֮�g�ď�(f��)�s�P(gu��n)(li��n)���l(f��)չ��(sh��)��(j��)�(q��)��(d��ng)�ļӹ��^(gu��)�̱O(ji��n)�y(c��)���|(zh��)���]�h(hu��n)�{(di��o)�أ��nj�(sh��)�F(xi��n)���|(zh��)���ξ��ޏ�(f��)�İl(f��)չ����
4 �M����ȱ�ݺ�����
���β����߂䃞(y��u)����ʹ�������džξ��u݆�~Ƭ�������ޏ�(f��)����KĿ��(bi��o)�����ֆξ��M����������(�o(w��)�s��)�nj�(sh��)�F(xi��n)ԓĿ��(bi��o)�ı�Ҫǰ�ᡣ����֮�⣬�������̽M����ò(һ��֦���g���������(qi��ng)���á����)�Լ��Ѽy����ȳ���ȱͬ��Ӱ푲��������ܡ�
4.1 �M����ò
�ޏ�(f��)�^(gu��)�̿����Ƅ�(d��ng)�۳��ڏ�(f��)�s�ضȈ�(ch��ng)�͟�ѭ�h(hu��n)�l���£����������γɷ�ƽ�����c�M�����c���w�T�B(t��i)��ƽ��M�����@����ͬ�����У�һ��֦���g��(Primary Dendrite Arm Spacing, PDAS)���ڱ���֦���ߴ磬�džξ�/�������̺Ͻ���Ҫ�����̽M������֮һ��PDAS�c�ض��ݶ�G�������ٶ�V�ij˷eGV�������P(gu��n)��GVֵԽ��PDASԽС[105-107]���^С��PDAS(��(x��)����)���H�܉�p��Ԫ��ƫ���Ͷ�����������߀�����������γɿ�϶�Ѽy���Ķ���߲��������W(xu��)���ܡ���D 17(a)��ʾ[79]�����������ޏ�(f��)/����ĸ�G����V���ԣ��ޏ�(f��)�^(q��)�ξ�PDAS����T�B(t��i)�����@���pС��
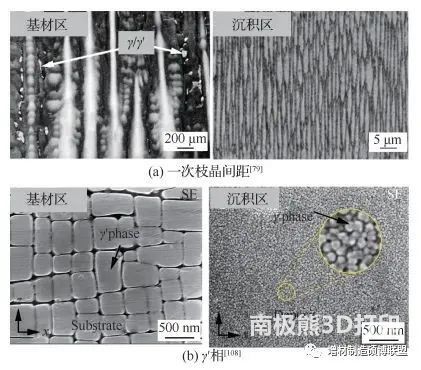
�D 17 ��ͬ�^(q��)���^�M����ò
�á�-Ni3(Al, Ti)����懻��ξ��ߜغϽ����Ҫ��(qi��ng)���࣬�����̽M����ͨ���Ԧá���ͦû��w�����ΑB(t��i)���ڡ��á������ò���ߴ�͔�(sh��)��(�w�e��?j��n)?sh��))�ܴ�̶��ϛQ���Ͻ����׃��ƣ�ڵ����W(xu��)���ܡ����ğ�Ӱ푅^(q��)��(j��ng)�v����(f��)��ѭ�h(hu��n)���mδ��(j��ng)�v�ۻ��^(gu��)�̣������(n��i)��(y��ng)��ˮƽ�@�����ӡ�����(f��)��ѭ�h(hu��n)�����µľֲ�?j��)?n��i)��(y��ng)�����ڦ���ͨ����(n��i)�a(ch��n)������λ�e(cu��)����ʹ���ĺͳ��e�^(q��)�á������ò�ߴ�����^������D 17(b)��ʾ[108]���T�B(t��i)�ξ����Ħá���ߴ��^�����������ֲ��������e�^(q��)�á���ߴ��^С����������ֲ������⣬�á������ò�ߴ�߀�S���ĸ߶ȵ�׃����׃�����ڸߜط��ۭh(hu��n)���£��@�N��(x��)С�Ҳ�����á���ķ�(w��n)���Բ�ɽ�����̎���֏�(f��)���������������[109-110]��
���˦á䏊(qi��ng)���࣬懻��ξ��Ͻ�Ҋ���^�M��߀������-�á乲����̼�����������?f��)��?TCP)��������[18, 87, 111-112]������T�B(t��i)�M���������^�M���Ц�-�á乲����̼����ijߴ�������pС����-�á乲��ͨ���ʾW(w��ng)���u��ֲ�����̼�����ԉK���朠�ֲ�������TCP������ͨ������Re��W���y��Ԫ�أ�Σ���Ͻ�Ŀ���׃���ܣ�ͨ�^(gu��)�{(di��o)�����Ĺ�ˇ��?q��)�ʩ��̎����������TCP�ࡣ
4.2 ����ȱ��
4.2.1 ���Ѽy
��Al+Ti����(��5%)懻��ξ��ߜغϽ�ĺ����Բ���ij��δ��ڟ��Ѽy�y�}����Ҫ���������Ѽy��Һ���Ѽy2��(g��)����[113]�������Ѽy�a(ch��n)�����۳ع�Һ�������^(q��)(���Ԝضȅ^(q��)�g)���c�����^(gu��)�̺����γɵľW(w��ng)��s�Y(ji��)��(g��u)���P(gu��n)[108](Ҋ�D 18)�������̑B(t��i)֦���ȱ��B�m(x��)��ҺĤ�ָ����ִ����֮�g�Ľ��|�����տs��(y��ng)�������¾W(w��ng)��Y(ji��)��(g��u)��˺��[114-115]��Һ���Ѽy���ۻ����R���ğ�Ӱ푅^(q��)���������ğ�ѭ�h(hu��n)���ã������Ϧ�-�á乲�����ִ�á��ࡢ̼�����Laves��ȵ����c(di��n)�౻�����ۻ���ҺĤ�����տs���������ؾ��_��[116]��

�D 18 ���̿s�Y(ji��)��(g��u)ʾ��D[108]
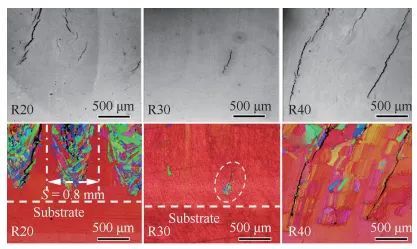
���Ѽy���γ�ȡ�Q��2��(g��)�l�������γ�ҺĤ�������ğᑪ(y��ng)�����چξ����ij����^(gu��)���У�CET��OMT��֦��ƫб�������О錢�ƉĆξ����Բ��γɾ��磬�ɾ���ɂ�(c��)���wȡ�������ğ��Ѽy�ǽ����(l��i)���о����c(di��n)���о�����[117-119]������Ǵ�СӰ푲����ľֲ��Ѽy�����ԡ��ξ��͵;���Dž^(q��)��Ľ����ܵ͡���(w��n)���Ժã�����Ѽy�����Եͣ����߾����֦̎���g�����Ĵ���ҺĤ���࣬�������@����ߣ����a(ch��n)����(y��ng)�����к��_��[120]����D 19��ʾ��DED-L�ξ����Ę�Ʒ��ͬ�^(q��)��(R20��R30��R40)���^�쵽���@�ĸ߽ǶȾ����Ѽy��Ҳ�ЌW(xu��)���о�������͌�(du��)���Ѽy���ܵ�Ӱ푣��Y(ji��)������[121]����Ȱl(f��)ɢ�;���(�����ķ���)���Ք��;����܉���M(j��n)֦��(li��n)�Y(ji��)�������������Ѽy�������͔U(ku��)չ�����⣬�ڳɷ�ƫ�������£�Al��Ti��Ta��Re��Ԫ���w�������磬һ������KҺ�����֦���g��϶����һ���������܇����w�ď�(qi��ng)�ȣ��M(j��n)��������Ѽyڅ��(sh��)[108, 121]���ɷ�ƫ��߀���܌�(d��o)�µ����c(di��n)BԪ���ھ��縻�����������̜ضȅ^(q��)�g��ҺĤ���r(sh��)�g�����M(j��n)�γɟ��Ѽy[122-123]��
�D 19 �߽ǶȾ����Ѽy[120]
�C��������ͨ�^(gu��)����ᑪ(y��ng)���������߽ǶȾ���ͽ��ͳɷ�ƫ������Ч�������ğ��Ѽy�����õ��ֶ���Ҫ��������(y��u)����ˇ����(sh��)���{(di��o)�غϽ�ɷֺ͟���o��̎���ȡ���(du��)��DED-L�ξ������ޏ�(f��)���^(gu��)С���^(gu��)��Ĵ���ʡ������ٶȺ͟�Դ���ʾ����������Ɵ��Ѽy[120]��ͨ�^(gu��)�����A(y��)�ᡢ���͟�ݔ���Լ������۸��^�A�ǵȷ�ʽ���⑪(y��ng)�����У��܉�?q��)��F(xi��n)�ξ��o(w��)�Ѽy�����ޏ�(f��)[108, 124]����(du��)��PBF-EB�ξ������ޏ�(f��)�������^С�Ĺ��ʺ��ٶȅ���(sh��)�@�ü�(x��)С��֦���Y(ji��)��(g��u)���܉����Ӿ�����e������Ԫ��ƫ������߲����Ŀ��Ѽy����[123]��Ȼ������(du��)��ijЩ�����ԘO���懻��ߜغϽ��{(di��o)�����Ĺ�ˇʼ�K�o(w��)��������Ѽy����(y��u)���Ͻ��ĩ��Ԫ�������Ψһ�x��Harrison��[125]�ڲ�Ӱ푷�ĩ���w�ɷ���ȵ�ǰ���£��m��(d��ng)���ӹ���(qi��ng)��Ԫ�ء��p�يA�sԪ�أ�����Ч�p���Ѽy��
4.2.2 ��϶
��϶ȱ�ݰ��γəC(j��)�ƿɷ֞�3�[12, 126]���� keyhole��ף��߹��ʟ�Դ�����γɡ��ס����۳أ���϶���γ��c�۳صײ�ʧ��(w��n)���ݡ����������������P(gu��n)��ͨ���ʈA�Σ��ڜ�����ף��۳�(n��i)�����Ě��w�������^(gu��)���Ё�(l��i)�����ݳ��γ�С�ĈA�ο����������w���܁�(l��i)�Է�ĩ�A�s�⡢���o(h��)��ͽ��������ȣ����ںϲ���?x��)�ף���ݔ�벻��?d��o)�·�ĩδ��ȫ�ۻ�������(��ǰ�ۻ���)������γɲ�Ҏ(gu��)�t�L(zh��ng)�l��Ŀ�ȱ�ݡ�
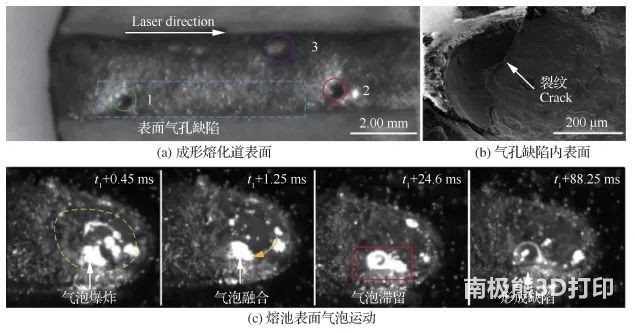
���ڿ�϶ȱ���ǽ�������������ڵ��ձ��Ԇ�(w��n)�}�����Tᘌ�(du��)�ξ��Ͻ�����P(gu��n)�о��^�١��n�}�M[94]���_չDED-L�ξ��������ޏ�(f��)�r(sh��)�l(f��)�F(xi��n)����(d��ng)���������چξ����L(zh��ng)�ĵͼ���ʕr(sh��)���ۻ�������ɂ�(c��)�O���γɳߴ��^��Ě��ȱ��(Ҋ�D 20(a))�������S�Ѽy�Įa(ch��n)��(Ҋ�D 20(b))���������M(j��n)��ԭλ���ٔz���g(sh��)���n�}�M�����^�쵽�۳ر�������(d��ng)�͚����\(y��n)��(d��ng)�ȏ�(f��)�s�О�(Ҋ�D 20(c))���J(r��n)�������ȱ��������δ��ը���ݜ������w��ɵģ����ݜ���λ��ȡ�Q���۳ر�������(d��ng)���۳�߅���\(y��n)��(d��ng)�Ĺ�ͬ���á�
�D 20 �ξ��ޏ�(f��)������ȱ��[94]
�{(di��o)�����Ĺ�ˇ�ǜp�ٿ�϶ȱ�ݡ���߳������ܶȵ���Ҫ;��[127]������ͨ�^(gu��)�pС��Դ���ʡ���������ٶȺ����۵ȷ�ʽ�p��keyhole��ס���(du��)���ںϲ�������Ě��ȱ�ݣ��pС�����(�����g��)���ͷ���(䁷ۺ��)����Ҫ�{(di��o)�ط�ʽ��Ҳ����ͨ�^(gu��)�����Դ���ʡ��p��С�����ٶȺ����۵ȷ�ʽ���Ϳ�϶�ʡ�����(du��)�ڜ������w�γɵ�С��ף����Խ�������o������̎����ʽ����������
4.3 ���W(xu��)����
懻��ߜغϽ����ij��β����������c���ļ��g(sh��)��͡���ˇ����(sh��)����̎��?xi��ng)l����������͜y(c��)ԇ��B(t��i)���������P(gu��n)��һ����ԣ������W(xu��)���ܽ���ͬ�N�����T����呼�֮�g�����چξ��u݆�~Ƭ�����ޏ�(f��)/������y�ȘO��(gu��)��(n��i)���P(gu��n)�چξ����β������ܵĈ�(b��o)�������࣬�һ�����ԇ�(y��n)���������u(p��ng)��������
����(gu��)���������W(xu��)Ժ���о�������SLE�ξ������ޏ�(f��)�^(q��)���@Ӳ����Ȼ�����s10%[18, 112]���Ї�(gu��)�ƌW(xu��)Ժ�����о�������DED-L�ޏ�(f��)DD32�ξ��Ͻ𣬽�(j��ng)��(bi��o)��(zh��n)��̎�����ޏ�(f��)ԇ����1 000 ��/280 MPa�l�����������܃�(y��u)���T��[128]����(gu��)���ڶ����⼼�g(sh��)�о�Ժ���ø��M(j��n)��PBF-L�O(sh��)���ژO�ߵ��A(y��)��ض���(��1 000 ��)��(sh��)�F(xi��n)��Ren�� N5�ξ����ϵ�Ren�� 142�������̽M���ޏ�(f��)����϶��С��0.2%�����̽M��<001>�����������L(zh��ng)����ƫ�x�� < 7�㣬�ޏ�(f��)����980 ������׃��(qi��ng)�ȴ���MAR-M-247LC�������̲��ϡ���(gu��)�~������W(xu��)����PBF-EB�Ƃ�CMSX-4�ξ�������̎����ĵ���ƣ�ں���׃�����W(xu��)���ܽӽ�������(y��u)��ͬ�ȗl����CMSX-4�T������(d��ng)Ȼ�@�c���ij��Άξ����Ľ�ȡ�y(c��)ԇλ�����P(gu��n)[74, 75]��
�����Y(ji��)���������ξ����ij���ԇ�ӵIJ������W(xu��)���܃�(y��u)������ȱ������ȫ������W(xu��)���ܿ��˔�(sh��)��(j��)�����x��(sh��)�F(xi��n)�ξ��u݆�~Ƭ�������ޏ�(f��)���̻���(y��ng)�õ�Ŀ��(bi��o)���в�������(zh��n)��
4.4 �����܆ξ����ij��ε���Ҫ����(zh��n)
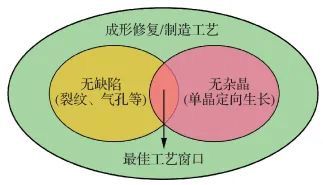
�����܆ξ������ޏ�(f��)����Ҫ����(zh��n)֮һ���ڴ_�����m�Ĺ�ˇ���ڣ���������������L(zh��ng)(�o(w��)�s��)���o(w��)�Ѽy�����ܳ���(��϶�ʵ�)3��(g��)�l�����Ķ��_���@�Ã�(y��u)����ʹ������(Ҋ�D 21)��
�D 21 �ξ��ޏ�(f��)��ˇ����
Ȼ�����@3��(g��)�l����(du��)��(y��ng)�Ĺ�ˇ�{(di��o)�ط��������ì�ܣ���ʹ���Ĺ�ˇ�����^խ����DED-L�ξ������ޏ�(f��)������һ���J(r��n)���^С�ļ���ʡ��^��Ē����ٶȺ��^�͵��A(y��)��ض������ڴ��M(j��n)�ξ��������L(zh��ng)������������̫С�������ٶ�̫��t�y�Գ��Σ��������^(gu��)��t��(hu��)������Ѽyڅ��(sh��)����ˣ���Ҫ�C�Ͽ��]���Ĺ�ˇ�c�s��/�Ѽy/��϶������P(gu��n)ϵ���ڱ��ֆξ��������L(zh��ng)�����Ƴ���ȱ��֮�g����ƽ���c(di��n)��
�����܆ξ������ޏ�(f��)����һ������(zh��n)�����O(sh��)Ӌ(j��)��̎���ƶȣ��{(di��o)����������ò�ͳߴ磬�֏�(f��)���W(xu��)���ܡ���Ҫ����2��(g��)�A�Σ�һ�����ޏ�(f��)ǰ��(du��)�L(zh��ng)�ڷ��۽M���˻����~Ƭ�_չ��̎�����������ޏ�(f��)��(du��)���ij��΅^(q��)���_չ��̎����
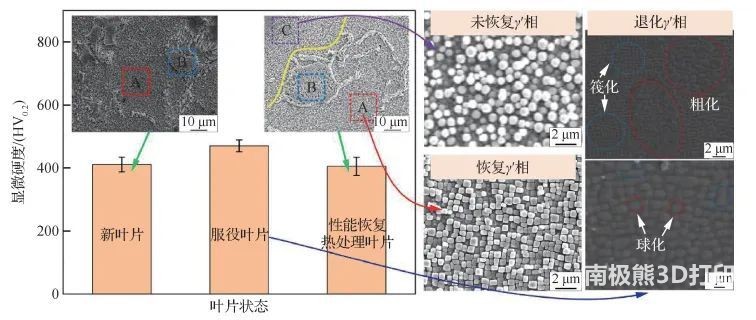
�ޏ�(f��)ǰ��̎�����y�c(di��n)���ڣ��u݆�~Ƭ���Џ�(f��)�s�Ě�Ĥ��s�Y(ji��)��(g��u)���~Ƭ��ͬ�^(q��)��ķ��ۭh(hu��n)��(�ᑪ(y��ng)�������D(zhu��n)�x������)����^����ʹ�˻��M�����څ^(q��)���Բ���n�}�M[129]���о��~Ƭ�L(zh��ng)�ڷ����^�M���˻��C(j��)�ƺ�ͨ�^(gu��)�{(di��o)����(bi��o)��(zh��n)��̎���ƶȣ���(sh��)�F(xi��n)��(du��)�������á���IJ��ֻ֏�(f��)�������x��ȫ�֏�(f��)�˻��M�������~Ƭˮƽ���в�С���(Ҋ�D 22)��
�D 22 ���ۜu݆�~Ƭ�Ի֏�(f��)��̎��[129]
�ޏ�(f��)���̎�����y�c(di��n)���ڣ��������������^(gu��)�������^�ߵĚ�����(y��ng)���ʹ���λ�e(cu��)ȱ�ݣ����ֱ���M(j��n)�И�(bi��o)��(zh��n)���ܟ�̎����ˇ���á�����ȫ�ܽ�ʹ�ø��ܶ�λ�e(cu��)�����Բ�����K���\(y��n)��(d��ng)�������a(ch��n)���ٽY(ji��)���κ˺;����L(zh��ng)���ƉĆξ���������[130]����ˣ��б�Ҫ�о��ξ����ij����ٽY(ji��)���ă�(n��i)�ڙC(j��)�ƺͳ��e�^(q��)�^�M���Y(ji��)��(g��u)�ڟ�̎���^(gu��)�����ݻ���Ҏ(gu��)�ɣ��M(j��n)����������ٽY(ji��)���ğ�̎����ˇ�������ٽY(ji��)����ͬ�r(sh��)���ͳ��e�ӵ�λ�e(cu��)�ܶȡ��{(di��o)��(ji��)�^�M��������ޏ�(f��)��������ܡ�
5 ��(gu��)��ξ��u݆�~Ƭ�������ش��о�Ӌ(j��)��
����(j��)��(gu��)��(n��i)��y(t��ng)Ӌ(j��)�����հl(f��)��(d��ng)�C(j��)�ľS���M(f��i)�ÿ�ռ���w�C(j��)��ʹ���M(f��i)�õ�8%������50%�İl(f��)��(d��ng)�C(j��)�S���M(f��i)�Þ��~Ƭ�S���M(f��i)�ã������Ǻ��ęC(j��)(�߉�����C(j��)���߉��u݆)���~Ƭ���Q���������M(f��i)�á��W���l(f��)�_(d��)��(gu��)�������J(r��n)�R(sh��)�����հl(f��)��(d��ng)�C(j��)�������ޏ�(f��)���g(sh��)����Ҫ���x�;�ļ��g(sh��)��(j��ng)��(j��)Ч�棬�����µȇ�(gu��)��܊�ú����Ç���l(f��)��(d��ng)�C(j��)�~Ƭ�����ޏ�(f��)���g(sh��)���о���Ͷ����~�Y��ͻ���²��ϡ��½Y(ji��)��(g��u)���ޏ�(f��)�P(gu��n)�I���g(sh��)�����У�����(g��)���հl(f��)��(d��ng)�C(j��)�������ش��о�Ӌ(j��)���漰�ξ��u݆�~Ƭ���ɞ��(gu��)��(n��i)���P(gu��n)�о��������_չ�ṩ���b��ָ��(d��o)��
2003�꣬�W���_չ�˞���3���AROSTAEC�о��(xi��ng)Ŀ���������M(j��n)���~Ƭ�����켼�g(sh��)��������ֹ���ĥ�������ޏ�(f��)���g(sh��)���������ڌ�(sh��)�F(xi��n)�S����I(y��)����g����^(q��)��ĺ�������(gu��)MTU���ѽ�(j��ng)�����~Ƭ�����ޏ�(f��)�����P(gu��n)���g(sh��)���J(r��n)���~Ƭ픶�ĥ�p����1~5 mm��(n��i)�����ޏ�(f��)���Ãr(ji��)ֵ�����ü����۸��Y(ji��)�����m��(y��ng)ĥ���ӹ����ޏ�(f��)�������~Ƭ�ޏ�(f��)��ľ��Ⱥ����ܷdz��ã���(gu��)ALSTOM����Ƽ����Ľ����˶��������~Ƭ�ޏ�(f��)�Ĺ�ˇ���a(ch��n)�����ޏ�(f��)ALSTOM GT26�l(f��)��(d��ng)�C(j��)�~Ƭ��ˣ��۸��Ӹ߶Ƚӽ�2 mm���ޏ�(f��)����(l��i)������ӽ���KҪ����Π�ޏ�(f��)���~Ƭ��ͨ�^(gu��)�l(f��)��(d��ng)�C(j��)�y(c��)ԇ�������r(sh��)�g���^(gu��)2 800 h��
�W����2006��2010�ꆢ��(d��ng)��FANTASIAӋ(j��)����ȫ�Q�顰���հl(f��)��(d��ng)�C(j��)��(f��)�s�Y(ji��)��(g��u)���������ԡ��������μӹ�����;S���g(sh��)Ӌ(j��)�������о���(du��)���ǻ���DED-L��PBF-L���L(f��ng)��/����C(j��)/�u݆�D(zhu��n)�Ӳ������M(j��n)�����c�ޏ�(f��)���g(sh��)��Ŀ��(bi��o)�Ƿ���(w��)���_���_����÷����AVIO����I(y��)���γɸ��|(zh��)�������M(j��n)�����c������ˇ���b�䣬�p������40%�ĺ��հl(f��)��(d��ng)�C(j��)����S���M(f��i)�ú����D(zhu��n)���ڡ���ԓӋ(j��)���У��ɹ�����DED-L�ޏ�(f��)���հl(f��)��(d��ng)�C(j��)ReneN5�ξ����ό�(d��o)���~Ƭ��h(hu��n)ĥ�p��(w��n)�}��ͨ�^(gu��)���Ɵ�ݔ����^(gu��)������(d��ng)��s����(sh��)�F(xi��n)�ξ��M���B�m(x��)�������L(zh��ng)��������׃�κ��Ѽy�a(ch��n)����ԓ�(xi��ng)Ŀͬ�r(sh��)�\(y��n)��PBF-L���g(sh��)�ޏ�(f��)Mar-M-247�Ͻ���(d��o)���~Ƭ�����ø��_(d��)1 150 ����A(y��)��͟���o����ˇ������Ч�������̓�(n��i)���Ѽy��
��(gu��)��2010���ڸ��ʻ���(chu��ng)�����Ŀ������(d��ng)��TurProӋ(j��)��[131](Ҋ�D 23)��ȫ�Q�顰����Чȼ?x��)�u݆�l(f��)��(d��ng)�C(j��)�C�����켼�g(sh��)����ᘌ�(du��)���հl(f��)��(d��ng)�C(j��)/ȼ�C(j��)�ĉ���C(j��)�͜u݆�~Ƭ�ޏ�(f��)�_չ�о����ɆT�����_���_��MTU�����T���Ȇ�λ�����о�Ŀ��(bi��o)�飺�p�ٰl(f��)��(d��ng)�C(j��)�S�ޡ������ʹ����M(f��i)�ã��l(f��)չ������������������㲿������ߝ�(r��n)��ϵ�y(t��ng)�ͱ���(d��ng)�p��ϵ�y(t��ng)���ܣ����ü����������켼�g(sh��)��(sh��)ʩ�u݆�~Ƭ�~߅���~��ֲ��S�ޣ��Y(ji��)�ϳ�ʼ�O(sh��)Ӌ(j��)�����a(ch��n)���о����ü����������켼�g(sh��)ֱ����Q�p���~Ƭ���о����ü����������켼�g(sh��)ֱ�������~Ƭ���������چξ��~Ƭ���w���Ƃ��(f��)�s����(x��)�Y(ji��)��(g��u)��

�D 23 TurPro�о�Ӌ(j��)��[131]
��(gu��)�ƌW(xu��)�����(hu��)��2010���_ʼ�Y���h�Z���R����Ĵ�W(xu��)�_չ�����о������(xi��ng)Ŀ����(f��)�s�߃r(ji��)ֵ�����S���g(sh��)��(CRC 871)�о������c(di��n)��(du��)���հl(f��)��(d��ng)�C(j��)�u݆�~Ƭ(2010��2014��)�S���g(sh��)���A(ch��)���m��(y��ng)�Թ�ˇ�_չ̽�����о����l(f��)չ�˰������z���c��B(t��i)�u(p��ng)��-�ޏ�(f��)�^(gu��)��ģ�M-�ޏ�(f��)���ܼ�����ģ�M-��ͬ������ˇ�u(p��ng)�r(ji��)���ڃ�(n��i)��ȫ����������[132](Ҋ�D 24)��CRC 871�(xi��ng)Ŀ������4��(g��)���}��ּ���γɜu݆�~Ƭ�ޏ�(f��)ʾ�����a(ch��n)�������}1���~Ƭ�z��͠�B(t��i)�u(p��ng)������Ҫ�����u݆�~Ƭ�o(w��)�p�z�y(c��)����߶���ò�y(c��)�����Ś�ضȈ�(ch��ng)������ȼ���ҹ��Ϸ������ϼ��ɿ���ж�ȃ�(n��i)�ݣ����}2���ޏ�(f��)��ˇ�c�ޏ�(f��)���~Ƭ�����P(gu��n)(li��n)�о�����Ҫ�����`���ޏ�(f��)��Ԫ����(f��)�s����Y(ji��)��(g��u)�p�����ԡ��������Μu݆�~Ƭ�ޏ�(f��)��ˇ���S�C(j��)�Y(ji��)��(g��u)�������ξ��~Ƭ���⺸�ӡ�⁺Ͻ����w�~�P�����ȃ�(n��i)�ݣ����}3���������Ժ��ޏ�(f��)�����m��(y��ng)�ӹ��о�����Ҫ�����ޏ�(f��)�����m��(y��ng)�ӹ������O(sh��)Ӌ(j��)����(f��)�s����Y(ji��)��(g��u)�Ŀ��ٜy(c��)�����ޏ�(f��)�����ʧ�{(di��o)���~Ƭ�Ě��(d��ng)���ԡ��Ѽy�U(ku��)չ���Եȣ����}4���ޏ�(f��)�^(gu��)�̵ľC�Ͽ����о�����Ҫ�����ޏ�(f��)ȫ����ϵ�y(t��ng)��ģ���ޏ�(f��)���(y��n)��(bi��o)��(zh��n)���~Ƭ�ΑB(t��i)���Ϸ���������ʾ�����a(ch��n)���(y��n)�C�ȡ�
�D 24 ����(f��)�s�߃r(ji��)ֵ�����S���g(sh��)���о�Ӌ(j��)��[132]
���⣬��(gu��)�ƌW(xu��)�����(hu��)߀�Y��������W(xu��)���~������W(xu��)�͵�(gu��)�����������ĵȶ�҆�λ�_չ����ԭ�ӵ��u݆�~Ƭ����һ���ξ��ߜغϽ�ƌW(xu��)���A(ch��)�о���(SFB/TR 103)�����c(di��n)̽��懻��ξ��Ͻ𡰳ɷ�-��ˇ-�M��-���ܡ���Ҫ��֮�g���P(gu��n)(li��n)�����w��ԭ�ӌ���Ļ��A(ch��)������Փ�����^����Ĝu݆�~Ƭ�����һϵ�пƌW(xu��)���̆�(w��n)�}��Ŀǰ���(xi��ng)Ŀ���M(j��n)���������о�����(2020��2023��)���A(y��)�ڌ���懻��ξ��Ͻ��O(sh��)Ӌ(j��)����(chu��ng)�¹�ˇ���g(sh��)����ͨ���^�Y(ji��)��(g��u)�����Ͷ�߶Ȳ��Ͻ�ģ��4��(g��)���I(y��)�I(l��ng)��ȡ���ش��о��M(j��n)չ���چξ����칤ˇ���棬ԓӋ(j��)���e�l(f��)չ�˻���PBF-EB�Ŀ��ٳ��μ��g(sh��)���(y��n)�C�ˆξ��u݆�~Ƭ��������Ŀ����ԡ���һ�����^�m(x��)���ƻ��A(ch��)������Փ����(y��u)�����Ĺ�ˇ���ԣ�ּ�ڌ�(sh��)�F(xi��n)�����Ժá��o(w��)�Ѽy���Π��(f��)�s�u݆�~Ƭ�ĸ������������졣
Ŀǰ����(gu��)���_���_��GE����I(y��)�ѽ����ξ��u݆�~Ƭ�����������ޏ�(f��)���a(ch��n)������Ҫ��(du��)�~��p����λ�M(j��n)�н��L(zh��ng)�ޏ�(f��)�������ڼ��g(sh��)���i�����P(gu��n)�ޏ�(f��)��ˇ�Լ��ޏ�(f��)�~Ƭ�|(zh��)��δҊ���_��(b��o)�����Ї�(gu��)�����(l��i)Ҳ�l(f��)����һ�����հl(f��)��(d��ng)�C(j��)��˲����������I(l��ng)����ش��о�Ӌ(j��)�����������ֹ��δ��ȫ�����Ԇξ��u݆�~Ƭ������ğ�˲����������������ڇ�(gu��)��_��(b��o)�����ش��о�Ӌ(j��)������(gu��)��(n��i)�l(f��)չ�ξ��u݆�~Ƭ�ޏ�(f��)�����½��h��
1) �ӏ�(qi��ng)���A(ch��)�о���ͻ���s�����ơ��ޏ�(f��)�^(q��)�M���ݻ���Ԫ��ƫ�����P(gu��n)�I�ƌW(xu��)��(w��n)�}��
2) ���Ƽӹ��wϵ���������w�ޏ�(f��)ǰ���С�����A�εĘ�(bi��o)��(zh��n)�����ޏ�(f��)�ӹ��wϵ��
3) �o���l(f��)չǰ�أ�̽��懻��ξ�������һ����X�ξ��~Ƭ�������칤ˇ��
6 չ��
6.1 �������ܻ��ξ��~Ƭ�ޏ�(f��)�ӹ��wϵ
���հl(f��)��(d��ng)�C(j��)�ξ��u݆�~Ƭ���ۓp���ޏ�(f��)��һ�(xi��ng)��(f��)�s��ϵ�y(t��ng)�Թ��̣������p�����������ޏ�(f��)���u(p��ng)�r(ji��)��ʣ�������u(p��ng)�����Gɫǰ̎�����ޏ�(f��)��ˇ��(sh��)ʩ�����ܻ֏�(f��)��̎�������������ӹ����|(zh��)���z�(y��n)�����ܿ��˵ȶ���(g��)�h(hu��n)��(ji��)��Ŀǰ��(du��)�u݆�~Ƭ���ޏ�(f��)������هһ�����˽�(j��ng)�(y��n)��ͨ���ǡ�һ��һ�ߡ����]�����_�ļ��g(sh��)�wϵ�͘�(bi��o)��(zh��n)��ȱ���ޏ�(f��)�^(gu��)���|(zh��)���O(ji��n)���ֶΣ�����ޏ�(f��)�ϸ�������(du��)�^�ͣ��ޏ�(f��)�~Ƭ�������b�C(j��)ʹ�ô������y����������ޏ�(f��)��ˇ��(w��n)���Ժ��ޏ�(f��)�|(zh��)������Ҫ�о�����ȫ���̡��Ӽ�(j��)����(bi��o)��(zh��n)�����ޏ�(f��)�ӹ��wϵ����(du��)����(g��)�ޏ�(f��)�h(hu��n)��(ji��)�Ĺ�ˇ���Ժͽ�(j��ng)�(y��n)��(sh��)��(j��)�M(j��n)����Ч�ɼ��ͷe�ۣ�������(sh��)��(j��)֧�εĹ�ˇ��(bi��o)��(zh��n)����(du��)�~Ƭ�����ĸ���(g��)�h(hu��n)��(ji��)�ṩ�Ʌ����Ĕ�(sh��)��(j��)֧�֣����˹���(j��ng)�(y��n)׃?y��u)�?sh��)��(j��)������ޏ�(f��)��ˇ�ɿ��Ժͮa(ch��n)Ʒ�ϸ��ʣ�ȫ�^(gu��)�̱O(ji��n)���ޏ�(f��)���̌��a(ch��n)��������(sh��)��(j��)������߅����(�K��)�c�ƶ˵�̎���惦(ch��)�Y(ji��)��(g��u)���M(j��n)��߅����Ӌ(j��)����ƶ�Ӌ(j��)��ĽY(ji��)�ϔ�(sh��)��(j��)̎��ģʽ����������?z��ng)Q�ࡢ������Ϣ̎���ķ����C(j��)�ƣ���(sh��)�F(xi��n)�ޏ�(f��)�|(zh��)�����ݿɷ��飬�γ��~Ƭ�����ޏ�(f��)ʾ�����a(ch��n)������
6.2 �l(f��)չ��ĩ��������ξ��~Ƭֱ�����켼�g(sh��)
�ξ��~Ƭ���Ƃ���Ҫ�����Ѿ������x�������T�칤���(f��)�s����Ʒ������(du��)���ߡ�PBF-EB���g(sh��)������խh(hu��n)�����A(y��)��ضȸߺ͒����ٶȿ�ȃ�(y��u)��(sh��)���ڲ���Ҫ�Ѿ��ėl���£��H�{�辧����(j��ng)��(zh��ng)���L(zh��ng)�����Ƃ�ߴ��^��Ćξ��K�w���nj�(sh��)�F(xi��n)�ξ��~Ƭֱ��������ߝ����ķ�ʽ����ĿǰPBF-EB�᷀(w��n)�������y�Ⱥܴ���Ҫ����(zh��n)�{(di��o)�ذ���ǰ�A(y��)�ᡢ�����ۻ��ͺص�3��(g��)�A�εĹ�ˇ���ԣ����ܱ�����Ѽy�����ֆξ��������ԡ���ˣ���Ҫ̽�����ٷ�ƽ�����̾�����(j��ng)��(zh��ng)���L(zh��ng)���Ѽy�γəC(j��)�ƣ�ָ��(d��o)��ˇ��(sh��)�`���_չ���Č��úϽ��ĩ�о�����߲��ϵğ��������p���κˣ��Ŵ�ξ����ι�ˇ���ڣ��l(f��)չ��(f��)�s����ξ��~Ƭ�������칤ˇ�������(w��n)���۳�?z��)������S�ֆξ�ȡ����{(di��o)�ط��������M(j��n)�F(xi��n)��PBF-EB�O(sh��)�䣬�_�l(f��)�۴��ضȱO(ji��n)��ϵ�y(t��ng)����߳����^(gu��)�̵ğ᷀(w��n)���ԡ�
6.3 ̽����X�ξ��~Ƭ���ij��ι�ˇ
懻��ξ��u݆�~Ƭ��(j��ng)�^(gu��)�����l(f��)չ����М����������W(xu��)�������_�l(f��)���O�¡���X(Ti-Al)�Ͻ������ߜغϽ�����S����(y��u)�������ܣ���(qi��ng)�ȸߡ���(w��n)���Ժã��ܶȅsֻ�Ђ��y(t��ng)懻��Ͻ��һ�룬�����20%��ȼ��Ч�ʡ���ԓ�Ͻ��Ѓɴ��㣺һ���Ҝ��������Եͣ������ӹ����b�䶼�dz����y�����Ǹߜ؏�(qi��ng)�Ȳ��㣬�������䲻���ڸ��ߵĜضȷ������懻��ߜغϽ��_�l(f��)Ti-Al�ξ��Ͻ�����Ч�˷��@�ɴ��y�}�������䪚(d��)�ص�Ƭ�Ӡ�w�Y(ji��)��(g��u)�dz��m�������Գ��܆���(y��ng)�������İl(f��)��(d��ng)�C(j��)�u݆�~Ƭ������懻��ξ��Ͻ����ij��εĽ�(j��ng)�(y��n)����Փ�Ͽ���ͨ�^(gu��)�������쌍(sh��)�F(xi��n)Ti-Al�Ͻ�������Ƭ��ȡ����ơ���ͬ�r(sh��)Ҳ�����^��ļ��g(sh��)����(zh��n)����?y��n)�Ƭ�ӽM��ȡ�Hȡ�Q�����̳�ʼ������L(zh��ng)ȡ��߀�c���m(x��)�����D(zhu��n)׃�̑B(t��i)��׃���P(gu��n)����ˣ�̽��Ti-Al�ξ��~Ƭ�������칤ˇ��ͻ�Ƴ�ʼ���̺̑B(t��i)��׃2��(g��)�A�εĽM���{(di��o)�أ���δ��(l��i)���հl(f��)��(d��ng)�C(j��)��˲����طN�ӹ������c(di��n)�l(f��)չ����
(؟(z��)�ξ���admin)

��һƪ����Nature�ӿ��������ڙC(j��)е����(d��o)�M�b���g(sh��)��(sh��)�F(xi��n)�{��(j��)3D��ӡ
��һƪ��피�(j��)�ڿ���Science Advances����������һ�γ��ͣ������(f��)�s�Ď�3D�Π�
��һƪ��피�(j��)�ڿ���Science Advances����������һ�γ��ͣ������(f��)�s�Ď�3D�Π�
���P(gu��n)��(n��i)��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O(sh��)3D��ӡ����
���m��˾���_�O(sh��)3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W(xu��)�����d��У��
��˹���Ǵ�W(xu��)�����d��У��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^(gu��)��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
����(n��i)��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^(gu��)��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^(gu��)3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W(xu��)
���]��(n��i)��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������(qi��ng)
���A��W(xu��)��������(qi��ng)���c(di��n)��(n��i)��
- ����������(d��ng)�W(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ(j��)�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)������(qi��ng)����ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C(j��)���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏�(qi��ng)�ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


