Polyjet 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
2000�꣬��ɫ��Objet��˾��Ո(q��ng)��PolyJet�ۺ���似�g(sh��)��(zhu��n)����ԓ��˾����2011�걻����(gu��)Stratasys��˾��ُ(g��u)��PolyJet���g(sh��)�ij���ԭ���c3DP���c(di��n)�(l��i)�ƣ�������IJ���ճ�τ����ǘ�(sh��)֬���ϡ�
�ڲ�ͬ��3D��ӡ��˾����(du��)PolyJet��ˇ�ķQ(ch��ng)�����M��ͬ����3D Systems��˾�Q(ch��ng)MJP��MultiJet Printing�������乤��ԭ����һ�µġ�
һ��Polyjet��ˇ��ԭ��
PolyJet���g(sh��)���õ������ʽ���^������(j��)ģ����Ƭ��(sh��)��(j��)���װ�����(sh��)ǧ��(g��)���ʽ���^���Ӈ���Һ�w������(sh��)֬��ƽ�_(t��i)�������r(sh��)�����ӡ�^��XY ƽ���\(y��n)��(d��ng)����(d��ng)�����ۺϲ��ϱ����䵽�����_(t��i)�ϺL݆�ч���Ę�(sh��)֬����̎��ƽ����UV������(du��)�����ۺϲ����M(j��n)�й̻������һ�ӵć����ӡ�̻����O(sh��)���(n��i) �õĹ����_(t��i)��(hu��)�O�侫��(zh��n)���½�һ��(g��)���͌Ӻ��^�^�m(x��)��������ۺϲ����M(j��n)����һ�ӵĴ�ӡ�̻�����˷���(f��)��ֱ������(g��)������ӡ������ɡ�
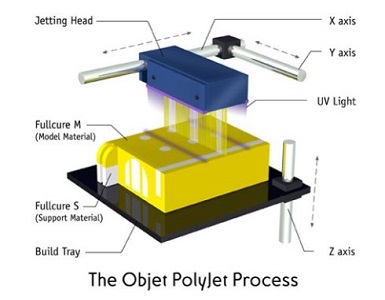

�ڑұ۽Y(ji��)��(g��u)̎��Ҫ֧�Σ�֧�β���ͨ���cģ�Ͳ��ϲ�ͬ���������͵��^(gu��)���Ќ�ʹ�ÃɷN�����(l��i)�͵Ĺ�����(sh��)֬���ϡ�PolyJet���g(sh��)���ڙC(j��)���϶�N���A(ch��)���ϣ��õ����ܸ��郞(y��u)�����²��ϣ��O��U(ku��)չ��ԓ���g(sh��)�ڸ��I(l��ng)��đ�(y��ng)�á�
����Polyjet��ˇ�ă�(y��u)��(sh��)���ӄ�(sh��)
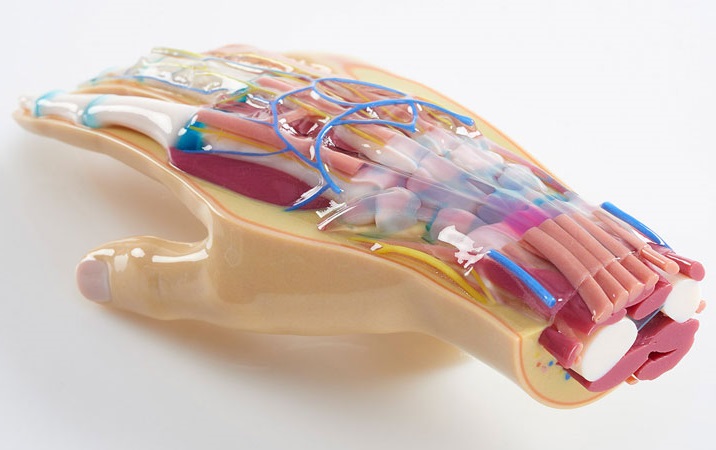
1����ͬ�r(sh��)���䲻ͬ���ϣ��m�϶�N���ϡ���ɫ����ͬ�r(sh��)��ӡ���M(m��n)�㲻ͬ�ɫ�����ȡ����ȵ�����
2���ӹ����ȸߣ���ӡ�Ӻ����16�ף��a(ch��n)Ʒ��(x��)��(ji��)�w�F(xi��n)�dz��á�
3���a(ch��n)Ʒͨ�����m���L(zh��ng)��ʹ�á�
4�����σr(ji��)���F�����Q���ϡ���ӡ�^(gu��)�̲������ı�SLA�a(ch��n)Ʒ�ɱ��ߡ�
����Polyjet��ˇ��(y��ng)�÷���
1���ӹ�����ϡ����ɫ���ԭ�ͣ�Ҳ���Լӹ����a(ch��n)Ʒ�����������^�c�b��y(c��)ԇ��
2�����ȸߡ����漚(x��)��(ji��)�õ��T��ģ�ߡ�
3������С����ע��ģ�ߡ�
(؟(z��)�ξ���admin)

 3D��ӡ̫�(y��ng)������?q��)��ɞ��?/a>
3D��ӡ̫�(y��ng)������?q��)��ɞ��?/a> ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���a��
ʲô��G���a��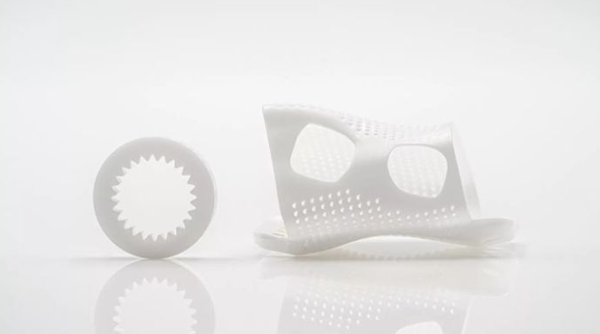 �P(gu��n)��3D��ӡ����������P(gu��n)֪
�P(gu��n)��3D��ӡ����������P(gu��n)֪ Cura��һ���O(sh��)�ã���ʼ��
Cura��һ���O(sh��)�ã���ʼ�� һ���˽�3D��ӡˮ���z
һ���˽�3D��ӡˮ���z- ��3D��ӡ̫�(y��ng)������?q��)��ɞ�������Դ�Ľ�Q
- ����θ���3D��ӡ�IJģ�PLA��ABS��������
- ��ʲô��G���a��
- ���P(gu��n)��3D��ӡ����������P(gu��n)֪�R(sh��)
- �� Cura��һ���O(sh��)�ã���ʼ�Ӻ�(ji��n)�ν��
- ��һ���˽�3D��ӡˮ���z
- ���錚���3D��ӡ���K�Oָ�ρ�(l��i)�ˣ�Ո(q��ng)�պ�
- ��Ϟ�������3D��ӡ���K�Oָ�ρ�(l��i)�ˣ�Ո(q��ng)��
- �����������ˮ3D��ӡ����
- ���ؿ���3D��ӡ֧�ΨC�K�Oָ��
 6�N�Ĵ���ȥ��3D
6�N�Ĵ���ȥ��3D 2023��������M(f��i)3D
2023��������M(f��i)3D FDM�IJ�PLA�cABS
FDM�IJ�PLA�cABS �l(shu��)������õ�ģ��
�l(shu��)������õ�ģ�� 10�N��õ�FDM
10�N��õ�FDM - ����Ҋ(ji��n)���N3D��ӡ���g(sh��)��FDM��SLS��SLA��
- ��SLM 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- ������3D��ӡ���g(sh��)֮�T��ɰ��3D��ӡ
- ����̻�3D��ӡ�C(j��)��ʹ�õĹ�����(sh��)֬������
- ���҇�(gu��)3D��ӡ��I(y��)����Щ��
- ��3D��ӡ�C(j��)ُ(g��u)�I(m��i)ָ�ϣ�����x����m��3D��
- ��SLA 3D��ӡ��ˇ��ԭ�������c(di��n)����(y��ng)��
- �����ώ��̴�����D(zhu��n)��̻�3D��ӡ --�\ՄS
- ��ʲô��3MF������STL��ʽ�Æ
- ���������˽�N�Ҋ(ji��n)��3D��ӡ����


