Science픿���ԭλ�������3D��ӡ�C������ͬ��ݗ�似�g(sh��)�о���ȡ��ͻ��
��(d��o)�x��ԭλ�������3D��ӡ�O(sh��)����ͬ��ݗ�似�g(sh��)�о����д�Ů��ʣ����������ƌW(xu��)��ȡ��ͻ�ơ�
2025��ڶ�ƪ�����������P(gu��n)Science픿�Փ�ģ��ٴξ۽�ͬ��ݗ�似�g(sh��)�о���
���������켼�g(sh��)�о��У���Ч��(y��ng)���γəC���c�ݻ�Ҏ(gu��)��һֱ���Ƽs��ˇ��(y��u)�����|(zh��)�����Ƶ��P(gu��n)�I�ƌW(xu��)���}��2025��2��Ӣ�������Ă����ҿ��І�λʹ�ø���ͬ��ݗ��X�侀�����g(sh��)������ɵ�“���⺸���c���������^���гײ���(w��n)���ԵĴ��{(di��o)��”�����°l(f��)����Science�s־�ϣ��ɂ��ش�W(xu��)�Cе���̌W(xu��)Ժ���ϡ��Y(ji��)��(g��u)�c�����о��M(MSMaH)����(d��o)�����ش�W(xu��)�W(xu��)Ժ(UCL)���f���о�����(Research Complex at Harwell)��Xianqiang Fan(���t��)��ʿ���һ���ߡ�ԓ�о��l(f��)�F(xi��n)������^�쵽�ض��ň��³�(w��n)���ԘO����ߣ�����e�p��80%������·�������������ʎ���o��������ęC����ጣ�ͨ�^�o���V�����o���˼ӹ�����(sh��)�xȡ�Լ������O(sh��)Ӌ�����ָ��(d��o)��
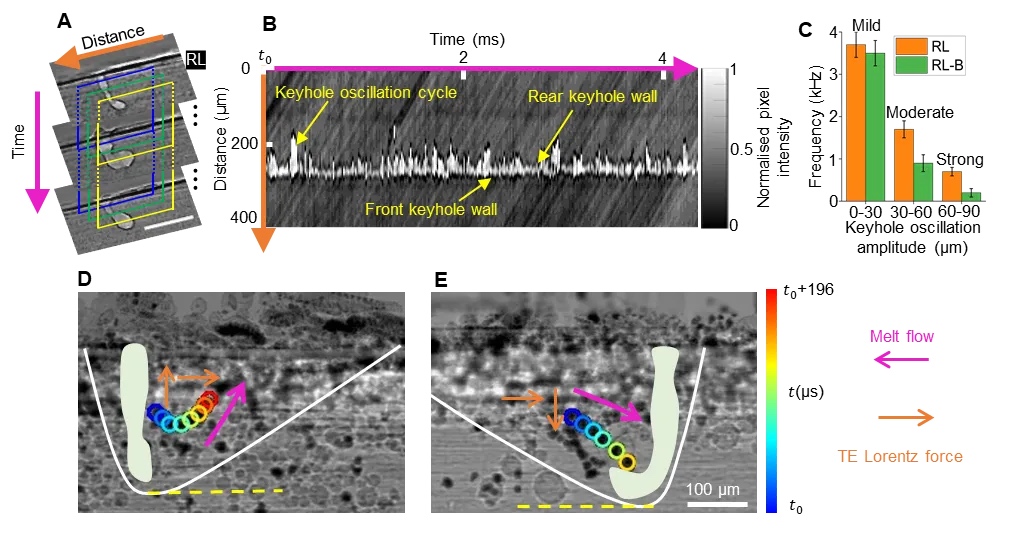
���Įa(ch��n)��Դ��һ�N�Q��“�ײ���(w��n)����”���^�̡���ӡ��ʹ�õļ���ʿɳ��^200 W���۽����s50�״�С�Ĺ�ߣ������ڷ�ĩ���档���ҵļӟጧ(d��o)�¾ֲ����v���γɽ����������������������ĩ�У��γ�һ�����݅^(q��)�Q��“��”���ײ�����(w��n)�������Կ���1������ٶ���ʎ��ͬ�r��������^�̕���(d��o)�¾�Ĝض��ݶȣ������Ľ��ٺϽ���ۻ��ضȵ����l(f��)�ضȣ��X�Ͻ�s��3000°C����Һ�w�ĵͱ��揈���^(q��)������߱��揈���^(q��)������С�������ܣ�ԓ����ͨ���Q���R�m�������ӡ�����ϵ�����ʹ���ǰ�ڸ������ܵ����Ӻ�̮����Ӱ푡���(d��ng)�����Դ�s1��/����ٶȒ����ĩ���r�����ҵ����w���ӕ�ʹ���γ�“J”�Σ���“J”�ε��²�ͻ����ܕ����Ѳ��γɚ��ݣ���K�ɞ�����еĿ�϶���о��F꠰l(f��)�F(xi��n)������ň��ķ����c�����Ƅӵķ���ֱ���۳���������傐Ɲ�����Ը�׃���ӣ��Ķ����Ƴ���ʎ���i�ײ�����“J”�Σ����dz�“I”�Σ����Ҳ��������γɿ�϶�����_ʩ�Ӵň���϶��e�p����80%���ϣ���ʣ��Ŀ�϶��С��
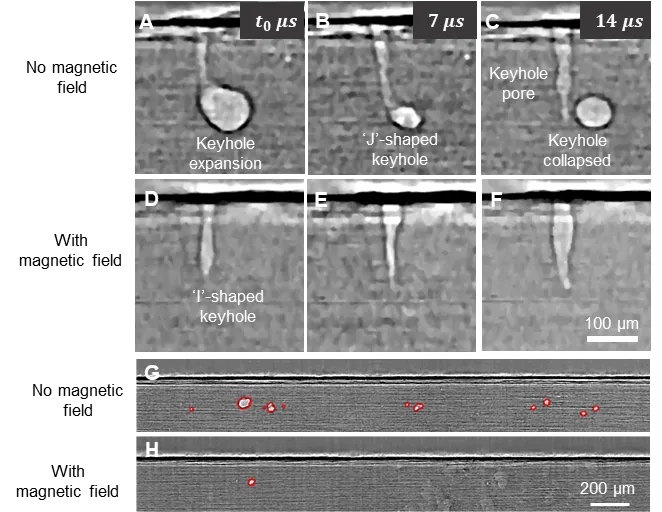
Ȼ����ʩ�Ӵň���ͬ�r����늴����ᣨEMD���͟���傐Ɲ���������(q��)�ӵ����ӷQ���늴����w��TEMHD�����@��о���Q��һ���L�ڴ��ڵĠ��h�����ķN�C�ƣ�EMD��TEMHD��ؓ(f��)؟(z��)��(w��n)���ף��������������^�̵�С�۳س߶ȣ��о��C��TEMHDЧ��(y��ng)��������(d��o)���á������^���@һ�^�̣��о��ˆTʹ����APS��32-ID���������@��Ψһ�܉��ṩ���ͨ���ԝM������������ʵ�X�侀Դ�����˲��l(f��)����1�����(n��i)�ij���ʎ�������ÿ�볬�^10�f�����ٶȫ@ȡ�D�F��ڹ������ϸ��b��һ�_���Ƶ�3D��ӡ�C���O(sh��)����һ�������ڼ����¿����ƄӵĘ�Ʒ�����������AlSi10Mg��ĩ���@��һ�N���X������V�M�ɵ��p�|(zh��)�Ͻ����и߹躬����ϵ�y(t��ng)��������ư댧(d��o)�w�����ԡ��о��ˆT�_�l(f��)��һϵ�еĈD��̎������������˻��ڈD��̎���Ķ���������ʎ���·�����
��ҫ��S��Դϵ���O(sh��)��
�錍�F(xi��n)����ͬ��ݗ�似�g(sh��)�����������^���гׄӑB(t��i)�О��ԭλ�^�y������(n��i)��W(xu��)���c�о��F����������_�l(f��)���õ�3D��ӡ����b�á��@��O(sh��)����Ҫ�M�����º���Ҫ��1���cͬ��ݗ���Դ���ݵ��_��ʽ�Y(ji��)��(g��u)�O(sh��)Ӌ����2���ߜ��^�y�����c�����\�ӿ���ϵ�y(t��ng)����3�����뼉�r�g�ֱ����c�����g�ֱ��ʵąf(xi��)ͬ���F(xi��n)����4������������ضȈ�/����/��(y��ng)������ͬ���O(ji��n)�y��������5������䡢����Ȳ�ͬ�Ƕȵ��^�y����
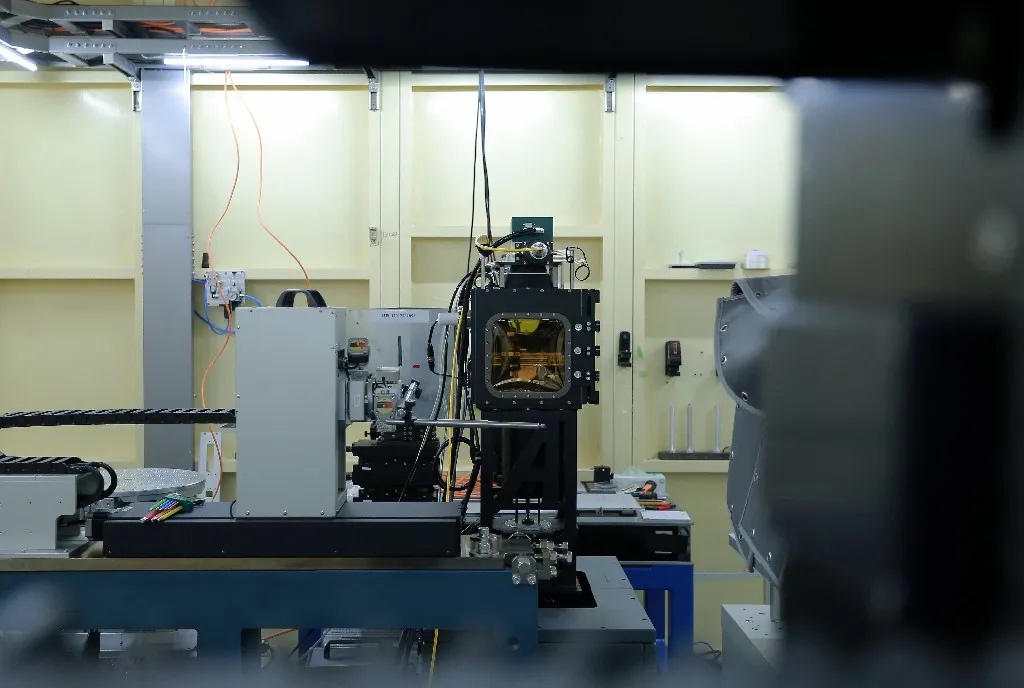
ᘌ����ϸ���ͬ��ݗ��X�侀���������������P(gu��n)�о�������������ҫ��S���Ͽ�W(xu��)�Ƽ��g(sh��)��(y��u)�ݣ��ɹ��_�l(f��)���ڶ���ͬ��ݗ������ͽ�����������ԭλ�^�y�O(sh��)�䣨��̖��PHOTON-40����ԓ�O(sh��)����Ҫ��(y��u)�ݣ�
����SLMϵ�y(t��ng)��ԭλ�о�����
-
ͬ��ݗ�����F(xi��n)��ӡ�挍�^�̣�����䁷�ϵ�y(t��ng)���η��b�á��L(f��ng)����Z�S�\���b�õȣ�
-
�䡢���������`��M��-�ɃAб��ӡ���m���N�Ƕ�
-
���ߜ��A(y��)��-500/700�ȸߜؿ��x
-
����_�Ņ���(sh��)-��ӡ�^�̌��r�{(di��o)��
-
һ�C���ã����S�r���Q�鳣Ҏ(gu��)��ӡϵ�y(t��ng)��

��ҫ��S�����аl(f��)�Ĺ�Դ40�O(sh��)���ͬ��ݗ��ԭλ�о����ƣ�����������ȫ��SLMϵ�y(t��ng)������䁷�ϵ�y(t��ng)���η��b�á��L(f��ng)����Z�S�\���b�á�500/700�ȸߜ��A(y��)��ȣ�������ϰٌ�����(sh��)ǧ�ӵ��挍䁷ۼ���ӡ�������аl(f��)�ˆT���挍�Ľ��ٴ�ӡ�^������ɸ����_�Ĕ�(sh��)��(j��)�ռ���ͬ�r��Դϵ�и��������`��ĸ߶��{(di��o)��(ji��)���Ƕ����D(zhu��n)ϵ�y(t��ng)��߀���ԃAб��ӡ������ͬ�r�M���估���䌍�������������ЈF�ʹ��ͬ��ݗ��ԭλ���g(sh��)̽�����������߶�������׃�C�����O(ji��n)�y��ӡ�^���е��۳ؼ����w�Y(ji��)��(g��u)׃�������F(xi��n)ԭλ�����c������
���H��ˣ���Դϵ�и������˪���������ɳ�Ҏ(gu��)���ٴ�ӡ�Ĵ�ӡǻ�ң����Ϳ��g��∅60xH80mm���͑���һ�C���ã��S�r���Q�鳣Ҏ(gu��)��ӡǻ�ң��M����N���W(xu��)����ԇ�Ӽ�С�Ͳ����Ĵ�ӡ������õ؝M���аl(f��)����ԓϵ��߀�������_�ŵĹ�ˇ����(sh��)ϵ�y(t��ng)��ʹ�Ñ��������x���{(di��o)��(ji��)�����·��Ҏ(gu��)������ӡ���ԣ����腢��(sh��)�ȹ�ˇ����(sh��)���Ñ������н���cli�ļ����Զ��x݆���c��ͬe���Ē��腢��(sh��)��·�����ԣ������O(sh��)�ó����ӕr�������ӕr�������D(zhu��n)�Ƕȣ��S�C������Եȡ�

�������
��ҫ��S��͑����Ϻ�ͬ��ݗ���Դ��SSRF��վ�cԭλ�о����ƵĹ�Դ40�O(sh��)�����������ԓ��Դ��̖�����������ȫ��SLMϵ�y(t��ng)��ͬ�r�������˪���������ɳ�Ҏ(gu��)���ٴ�ӡ�Ĵ�ӡǻ�ң����Ϳ��g��∅60xH80mm���䃞(y��u)�����O(sh��)Ӌ��Խ�����ܵõ��˿͑��ĸ߶ȿ϶���

ԭλ�������P(gu��n)�о�
2020��11��27�գ����A��W(xu��)�Cе����ϵ���������w�����骚����һ���ߺ�ͬͨӍ������Science�����ƌW(xu��)��������“Critical instability at moving keyhole tip generates porosity in laser melting”������ӟ��г������R��ʧ��(w��n)�a(ch��n)������ȱ�ݣ����}�l(f��)�����P(gu��n)�ڽ��ټ���3D��ӡ�����³ɹ���ԓ��о����ں��^��ˇ�������^��(x��)��(ji��)�����^�����ϣ��ڼ����-�������ʿ��g�У��ך���ȱ�݅^(q��)���߅��������ƽ�������ܽ��ٷ�ĩ�����Ӱ��������^�����ϣ��@Щ����ȱ�ݵ��γ��c�������R��ʧ��(w��n)���P(gu��n)�����߿������۳���ጷų������_���������M���(q��)�Ӛ��ݿ����h�x�ס���������ǰ�˲���

�Y�ρ�Դ���Cе����ϵ���������w�漰��������ڡ��ƌW(xu��)���l(f��)��Փ�Ľ�ʾ����3D��ӡ�гך���ȱ�ݵ���Դ-���A��W(xu��)�Cе����ϵ
(؟(z��)�ξ���admin)

��һƪ��6�S�C����+�����۸�+�Ď������ܻ��Ƅ�ʽ�����S�α����ӡ�O(sh��)��TN6000����
 6�S�C����+�����۸�+�Ď�
6�S�C����+�����۸�+�Ď� Additive Plus�Ƴ���(j��ng)����
Additive Plus�Ƴ���(j��ng)����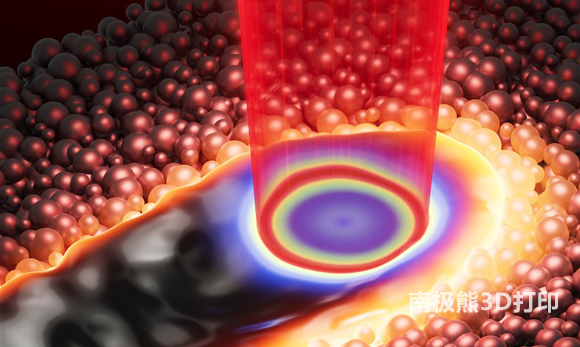 Sintavia�Ƴ����_����nLIG
Sintavia�Ƴ����_����nLIG ͨ�^�����ĩ���ۺϼ��g(sh��)��
ͨ�^�����ĩ���ۺϼ��g(sh��)�� ��؛���^5000�_����������
��؛���^5000�_����������- ��6�S�C����+�����۸�+�Ď������ܻ��Ƅ�
- ��Science픿���ԭλ�������3D��ӡ�C��
- ��Additive Plus�Ƴ���(j��ng)�����ݵļ����ĩ
- ��Sintavia�Ƴ����_����nLIGHT�������μ�
- ��ͨ�^�����ĩ���ۺϼ��g(sh��)���F(xi��n)����Ͻ���
- ����؛���^5000�_��������������3D��ӡ��
- ��BigRep�Ƴ��������ܴ����FFF 3D��ӡ
- ��Nano Dimension�Ƴ��͔�(sh��)�ֹ�̎��DLP
- ��Meltio��Formnext 2024չ���Ƴ�ȫ���{
- ����Ϲ�ϳɼ��g(sh��)��HPS�����I(l��ng)��Axtra3D��
 ���4��1kW������
���4��1kW������ ��ߴ硢��������
��ߴ硢�������� In-Vision�Ƴ���
In-Vision�Ƴ��� ������(zh��n)��Additi
������(zh��n)��Additi �����ԃr�ȣ�ӯ��
�����ԃr�ȣ�ӯ�� NANOSCRIBE�Ƴ��N
NANOSCRIBE�Ƴ��N- ��FSL�Ƴ��ͳɱ���SLA ����3D��ӡ�C
- ������SLM��Q���������ؼ���3D��ӡ�CSLM
- ��Matsuura�Ƴ�������Y(ji��)/������3D��ӡ
- ���������ڣ�����3D��ӡ�r����������
- ���@���3D��ӡ�C����Ч����һ�� �P(gu��n)�I
- ���ļ��������δ�ߴ����3D��ӡ�C�ذ�
- ������늻����ӽ���3D��ӡ�CWAAM��������
- ���_������Ժ�_�l(f��)���߹��ʼ������3D��ӡ
- ��NANOSCRIBE�Ƴ��N������W(xu��)���p����3D
- ���n��Gooo3D��˾�_�l(f��)���ׂ����⾀DLP 3D


