����꣺�۸�-�D����ˇ�ڸ߶��b������đ�(y��ng)��ǰ��
�r(sh��)�g��2016-01-09 19:51 ��Դ��δ֪ ���ߣ��Ї�3D��ӡ�W(w��ng) ��x����

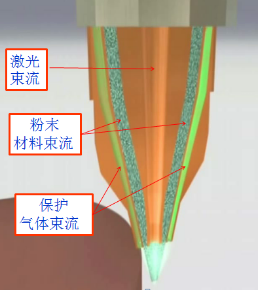
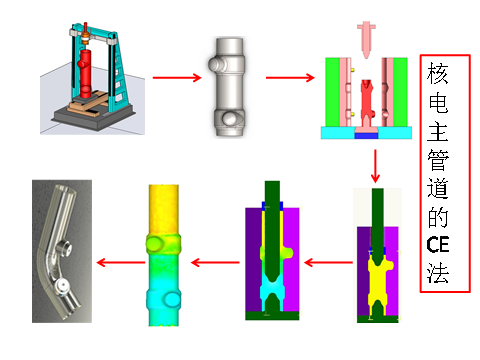
���K���꼤����ͼ��g(sh��)����˾�����L(zh��ng)�����
��(d��ng)ǰ������(n��i)���������b������ͺʹ��߶˽Y(ji��)��(g��u)�����oһ����ز������;�������������T�V�@�õ����ͻ�������V��ͨ�^���_���������A(y��)呡��͡��K呡���ɣ��@���ǽ��ɂ�(g��)���o(j��)�ԁ�����������呹�ˇ���������c��������呹�ˇ��ȫ��ͬ�ij��μ��g(sh��)����3D��ӡ���ټ����۸�(LC����Laser Cladding/������۸�(EC����Electron beam Cladding) ���g(sh��)����ɟoƫ���ĸ߶˃�(y��u)�|(zh��)���������c�F(xi��n)����D����ˇ��Y(ji��)�ϣ�ͨ�^�ߜظ߉��]ʽ�D�����@�ø߶����ͺʹ��ͽY(ji��)��(g��u)�����@�N���ټ����۸�����-��D����K���εĄ�(chu��ng)�¹�ˇ�Q���۸�-�D��(C-E ����Cladding-Extrusion)��ˇ��C-E���M(j��n)���ι�ˇ�����ڸ߶��b������Ĺ�ˇ���ں��ա���������F������늺�܊���I(l��ng)����ЏV韵đ�(y��ng)��ǰ����
һ��������(ji��n)��
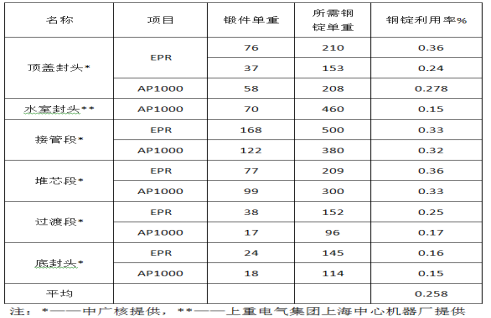
�M(j��n)��21���o(j��)���߶��b�����쌦(du��)���͡����ͺ;��К��_(t��i)�����_(t��i)�ď�(f��)�sǻ�w�Ⱥ�늡�������܊���߶˽Y(ji��)��(g��u)�����|(zh��)��Ҫ��Խ��Խ�ߣ���(sh��)��Ҫ��Խ��Խ�ࡣһ��呼��u����(d��ng)���߶�呼�������(y��ng)���呼��Ȟ��(y��n)�ء��F(xi��n)���ǡ��l�к�呼����l���к��վ������������y(t��ng)������������O(sh��)�����҇�ʮ���^ʣ�����ֲ��ܺܺý�Q�߶�呼��Ć��}����������呲���������V��ԭ���ϣ�����߲��σ�(n��i)���|(zh��)��ͨ�^���_����������ƫ�������Ϻ���Դ���M(f��i)�ܴ���쾫�Ⱥܲ�������ں��L(zh��ng)���ڸ߶ˡ����ͳ��������I(l��ng)��ƽ��1.5~2��呼����ܼӹ���1���������1����呼���Ҫ4����V����ƽ��6~8����V���ܼӹ���1��������������ݹ�˾AP1000��(bi��o)��(zh��n)�ĺ˷���(y��ng)���^�ɶΣ�17��������V96�������������ʃH17%����偠t呼�(508-���)֮��Vƽ�������ʃH��20%-25%��⁺Ͻ��-�Ռ�(d��o)�����^�͏��w�IJ��������ʃH15%����1�ͱ�2�f���˺�늸߶�呼�������������ʮ�ֵ͵ġ����߶�呼��ij�����������̫�L(zh��ng)����һ��(g��)���}��һ������8-10���ĺ��һ��·���ܵ�����һ����������ڡ�AP1000 100�fkw�����O(sh��)�r(sh��)�g�L(zh��ng)�_(d��)4�꣬200�fkw���O(sh��)������6�ꡣ���߶��b������������L(zh��ng)�����������ʵ͵����صľC��Ӱ푣���(d��o)��Ͷ�Y��AP1000 100�fkw ���վ��100~120�|����ŵĽ��O(sh��)Ͷ�Y��
��1 ��늸߶�呼����������ʱ�
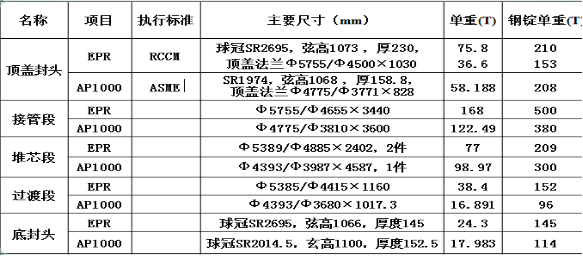
��2 ��늸߶�呼����Ϻ���V�����ʱ�
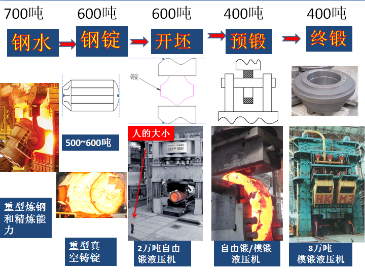
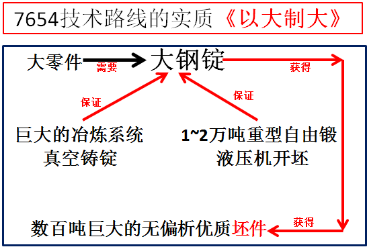
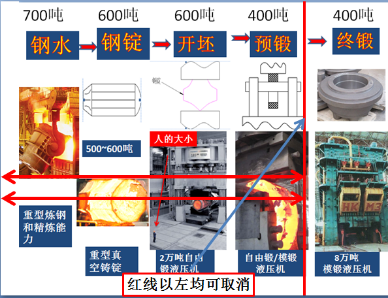
�҇��ĸ߶������b������Ă��y(t��ng)���g(sh��)·�����@�ǻ�����������呼��g(sh��)�ġ�7654��·�������A��֮�����O(sh��)����700���ˮ-600���T�V-500���T��-400��呼������ļ��g(sh��)·�������ɷ��J(r��n)���L(zh��ng)���ԁ�����7654��·�����҇��������b��͇������O(sh��)�����˾��ؕ�I(xi��n)������Ƅ�(d��ng)���҇������b������İl(f��)չ�����M(j��n)��21���o(j��)�ԁ��������c(di��n)���S����늡����ա�������߅���(sh��)������������Ч�ʡ���(ji��)�ġ���(ji��)�ܡ����ŷŷ���l(f��)չ����u��¶���������鹤�̽�����ҕ����������(sh��)�C������7654�����g(sh��)·���Ǹ��ܺġ��߲ĺġ����ŷţ���Ч�ʵļ��g(sh��)·����
��7654��·������ʾ��Ҋ�D1������Ć��}������V�_(d��)��600���أ�����600���أ�����Ҫ700���ˮ�;������T�V����;����600���أ���(d��o)��(y��n)��ƫ�����@����Ҫ1~2�f�������Һ���C(j��)�M(j��n)���_������(sh��)�ϣ�600����Vһ��H�����100~200��呼�����V֮600��������������������Ǽ��g(sh��)·����ˇ��������ԓ���g(sh��)·�������Ć��}���£���������_ʽ�h(hu��n)���У���Ҫ���w�e������׃��(����V�ĸߜ���׃)�����ܫ@�Ą�(d��ng)�B(t��i)�ٽY(ji��)������Ҫ�ĸߏ�(qi��ng)�ȑ�(y��ng)����(ch��ng)����������(d��o)����7654·���ĬF(xi��n)�
7654·���ı��|(zh��)�ǡ��Դ��ƴ������Խ����V������V���c�����(��100�fkw��늺˷���(y��ng)��)֮�ȼs��6~8֮�g�����Դ��ƴ���ɾ��w��֮Һ�B(t��i)���ٵ����̣�������(y��n)��ƫ�� ;�������V֮�_������Ҫ���ʵ��O(sh��)�䣬�����Դ�����Ϻ��r(sh��)�ľ����M(f��i)��Ҋ�D2��
�D1 ��7654�����g(sh��)·��ʾ��D
�D2 ���Դ��ƴ�ʾ��D
��(sh��)�ϣ����y(t��ng)������ģ����m���ں��ձ��k�͗U������;����ģ����m��С��ǻ�w�������o����Q������늡�������܊���I(l��ng)���У��L(zh��ng)�����_���̽�����͡����͚��w�ij������솖�}���@Щ�S��(du��)�Q�͜�(zh��n)�S��(du��)�Q�����͡������͵ĸ߶˚��w�ij��������΄�(w��)ֻ��������呁�����ˡ�
3D��ӡ�����۸���ˇ�����Q�������}�_����һ�ȴ��T�����F(tu��n)�(du��)�ڶ�����ټ���3D��ӡ�a(ch��n)�I(y��)�����e�������۸���ˇ�Įa(ch��n)�I(y��)���ijɹ����A(ch��)�ϣ����3D��ӡ�����۸����g(sh��)�c���͟�D�����g(sh��)��Y(ji��)�ϵĄ�(chu��ng)�¼��g(sh��)·�����@��һ�N��Ч����(ji��)�ġ���(ji��)�ܡ��p�ŵģ��߶����ͽ��ٳ��ι�ˇ���O(sh��)��ϵ�y(t��ng)�����_����һ��(g��)�����b��������r(sh��)����
�������ټ����۸���ˇ
(1)�۸���ˇLCD��EBAM ��(ji��n)��
�۸�(Cladding)��ָ���ڸ������ܶȵ�����(�������������)�����£��ڲ��ϱ���a(ch��n)����ұ���^�̣����c3D��ӡ��ԭ����Y(ji��)�ϣ�һ����һ�ӵ��۸�(���ij���)�����γ�LCD����Laser Cladding Deposition(�����۸����e)��ˇ�� EBAM����Electron Beam Additive Manufacturing(�������������)��ˇ���քeҊ�D1�͈D2����LCD���^�У���������(j��ng)�R���۽����۸����ı��棬�γ��۳أ�ͬ�r(sh��)���ٷ�ĩҲͬ���͵��۳��У�Ѹ���ۻ������S�۳��xȥ��Ѹ����s������۸����B�m(x��)�M(j��n)�д��^�̼�LCD�^�̡�EBAM�^���c����ƣ������������Q��������������ٷۓQ�ɽ��ٽz���ɡ�

�D1 LCDԭ��D��4000W LCD���^�����ΈD
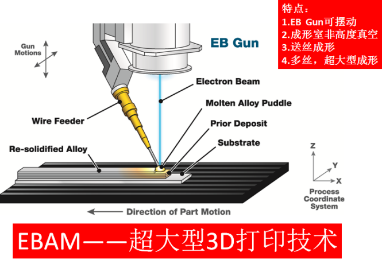
�D2 EBAMԭ��D
����LCD��EBAM��ˇ���ν��٘�(g��u)�����e�����͘�(g��u)������(y��u)�c(di��n)���@���۸������^���Ԅ�(d��ng)���C�˽Y(ji��)���ğoƫ�����۸����������Y(ji��)��(g��u)�Π����������õ؝M����m(x��)��D��֮�裬�����Ǵ��������呼���Ԕ��(x��)�������£�
A. �۸���ˇ��С��ұ��ϵ�y(t��ng)���a(ch��n)�Ľ��ٷ�ĩ��z�Ğ�ԭ���ϣ��������Ԕ�(sh��)ʮ����(sh��)�ه����ұ��������T�Vϵ�y(t��ng)���õ�������V��ԭ���ϣ��@��(ji��)ʡ�˾��~Ͷ�Y�ͽ��O(sh��)���ڣ���ͳɱ���
B. �۸���ˇ��������ğoՓ������߀����K�Y(ji��)��(g��u)��������������ʿɏĂ��y(t��ng)����呹�ˇ��20~30%(��늽Y(ji��)��(g��u)��)��ߵ�50~60%����(ji��)ʡ�����Č��F���ϣ���(ji��)ʡ���Ͼ��ǹ�(ji��)ʡ��Դ;
C. �oƫ��(Segregation-free)���@���Խ��ٷ�ĩ�ͽz�Ğ�ԭ���ϵ�3D��ӡ�۸���ˇ�Ĺ�ͬ���c(di��n)���o��(sh��)���ٷ�ĩ���۳���Ѹ���ۻ������̡��M�b�������Σ��͏ĸ����������˾��w���������w�������γ�֮��(y��n)��ƫ��������@�óɷ־�������܃�(y��u)���ij��μ��ĵ춨�˻��A(ch��)����Ȼ�oƫ����Ҳ�͟o���_����칤ˇ����(ji��)ʡ�������O(sh��)�䡢��Դ�Ͳ��ϡ�
D. LCD��EBAM�����(f��)�s�ĽY(ji��)��(g��u)�ij��Σ��@�����ij�������Ҫ�ă�(y��u)�c(di��n)���������ԡ����ɳ����Π���������ϔD����ˇ��Ҫ�����������C�D����ˇ������M(j��n)�С��D3����Sciaky��˾����EBAM��ˇ��ɵ�6�ס�1.2�ס�1.2�״��͘�(g��u)����Ƭ���D4����Lasertec��˾����LCD���g(sh��)������w�~݆��
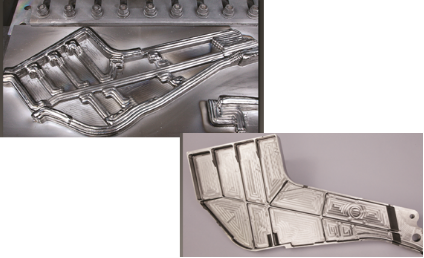
�D3 ��Sciaky��˾��ɵ�6��1.2��1.2�ט�(g��u)����(�D��ӹ���)

�D4 ��Lasertec��˾����LCD���g(sh��)������w�~݆-�~Ƭ(�ӹ���)
(2)�۸���ˇLCD��EBAM �ġ����첻�㡱
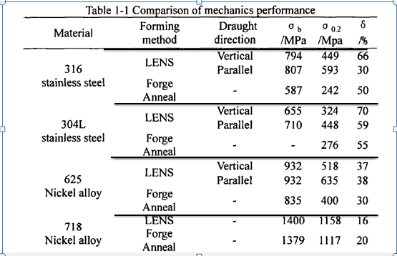
�����۸��ͼ����ۻ����g(sh��)��ɵij��μ���������ȫ���_(d��)���߶˽Y(ji��)��(g��u)����(du��)�C(j��)е���܇�(y��n)���Ҫ���۸���ˇ�mȻ����ٷ�ƽ����s���^���׳ɼ�(x��)С�������S�ľ�����������ɱ��C��b(���јO��)����s (����(d��ng)�O��)���^���N�T�칤ˇ�ď�(qi��ng)�ȣ��ӽ����_(d��)�����ď�(qi��ng)�ȡ�Ȼ�������۸����ή�������һ�NҺ�B(t��i)���̵ij����^�̣��@��һ�N�����첻�㡱����Ҫ���F(xi��n)�ڳ��μ������Բ�����Ҫԭ������ȱ���ڟ�-����������£���ʹ���ٮa(ch��n)����������(d��ng)�����l(f��)���Ą�(d��ng)�B(t��i)�ٽY(ji��)���^�̡�ֻ�Є�(d��ng)�B(t��i)�ٽY(ji��)�������ܲ����ص�����֦�����ǽ���������]���Ѽy�Ϳն�������߀�ޏ�(f��)���磬�@�͞�@�Ã�(y��u)���ĽM�������ܵ춨�˽��ٌW(xu��)�͟����W(xu��)���A(ch��)�������Č�(sh��)�(y��n)�C����LCD���ι�ˇ����(����(d��ng)�O��)��(�����տs��)�����_(d��)����呼���ˮƽ����K�_���g��ak���ܴܺ��Ӱ푣��_(d��)����Ҫ�l(f��)��LENS���g(sh��)����Sandia���Ҍ�(sh��)�(y��n)�ң������N���ϵļ����۸����Θ�Ʒ�c����˻��Ʒ���^�������f�����}����������4�M��(sh��)�(y��n)�Y(ji��)��������һ�M718懺Ͻ��LENS��ˇ֮��ֵ�H16%��������˻�ֵ��20%������^�࣬Ҋ��3 ���҇��A��������W(xu��)������(qi��ng)���ڌ�(du��)��t�Ͻ�Ĺ�ˇ��(sh��)�(y��n)�C���������ۻ���Ʒ�������ʃH��4%���h(yu��n)�_(d��)�������8%��ˮƽ�����F(tu��n)�(du��)�ĸߜغϽ�ļ����ۻ�(SLM��ˇ)��(sh��)�(y��n)�Y(ji��)��Ҳ�C����SLM�������ʦĺ͔����տs�ʦ��_(d��)�������M(j��n)��D����ˮƽ��
��3 ��Sandia���Ҍ�(sh��)�(y��n)��LENS��(sh��)�(y��n)�Y(ji��)����
�����۸�-�D����ˇ
���������f������������呵ġ�7654�����g(sh��)·�����y�ԝM��21���o(j��)��(du��)�����b�������Ҫ��3D��ӡ�����۸���ˇ�ij��μ�֮�ĺͦ��Լ��_���g��ak ���y�Է�(w��n)�����_(d��)�����߶��b�������Ҫ������������۸���ˇ�c�F(xi��n)�����͟�D����ˇ�Y(ji��)���������Ժ��߁�������ǰ�ߵĦġ���ak �t��������һ������ء�
��(sh��)�ϣ��c��7654�����g(sh��)·���ġ��Դ��ƴ�ͬ��3D��ӡ���ij��ε�����C(j��)���ǡ���С�ƴ� ���ø�����(�������������)���۽��ڽ��ٱ���(�������̵��|(zh��)�c(di��n)����)���a(ch��n)��1400�ȸߜأ��B�m(x��)�۸�(�ۻ�)�����̣��γɟo��(sh��)С(��(sh��)ʮ��~��(sh��)����)�ģ��oƫ�����|(zh��)���|(zh��)�c(di��n)�����@ЩС���|(zh��)�c(di��n)��(sh��)�r(sh��)�M�b�����γɟoƫ�������|(zh��)������������(g��)�۸����^ͬ�r(sh��)�۸������ɫ@���������������o��600��������V���o��600����V���_�����o���A(y��)呣�����������-�M�b����Ƀ�(y��u)�|(zh��)���������������졣
����ǰ���������ϵ���������T��ȱ�ݵķ��������Dz��Ä�(d��ng)�B(t��i)�ٽY(ji��)�������ڑ�(y��ng)����(ch��ng)�£��S�����ٵ�׃���M(j��n)�����½Y(ji��)��������ɾ�����ޏ�(f��)�������ļ�(x��)����ȱ�ݵ����������Ľ��h���ÔD���S���Ԕ�(sh��)ǧ��~��(sh��)�f���ĔD������ֱ�������ڸߜ��۸��������a(ch��n)��400~600Mpa����(y��ng)������ʹ���ٮa(ch��n)����(d��ng)�B(t��i)�ٽY(ji��)���������ߦġ���ֵ����K�ͫ@�������akֵ���������ߺ͈F(tu��n)�(du��)���������M(j��n)�����͟�D����ˇ���O(sh��)�似�g(sh��)�������ȫ����һ��1.5�f��/3.6�f������ֱ䓹�����/�D��ϵ�y(t��ng)�����@�Ç��ҿƼ��M(j��n)����(ji��ng)��
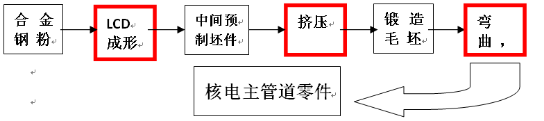
C-E��ˇ�Ǎ��µ����ͽ��ٳ��΄�(chu��ng)�¹�ˇ���������۸��͔D���ɷ���ă�(y��u)�c(di��n)�������M(j��n)�����ͽ��ټ���3D��ӡ�c���y(t��ng)�D����ˇ�Y(ji��)�ϵĵ䷶�������C��K�Ƽ��ڏ�(qi��ng)�Ⱥ����ԃɷ��棬���@�ĘO�ߵģ���(w��n)���ęC(j��)е���ܣ����C ��b�� ��s�� �ġ� �� ��ak ȫ���_(d��)��(bi��o)���D5��C-E��ˇ���g(sh��)·���D��

�D5��C-E��ˇ���g(sh��)·��ʾ��D
C-E���g(sh��)��3D��ӡ�c��D���M(j��n)��������Y(ji��)�ϣ������۸���ˇ�ğoƫ��(Segregation-free)��(y��u)�c(di��n)�����o���_��
����3D��ӡ�۸���ˇ�����Գ��εă�(y��u)�c(di��n) �����o���A(y��)�(�A(y��)����)
���ß�D����߳��μ������ԣ����C���μ�ȫ��ęC(j��)е���� ��
�����aȫ���о�����һ�(xi��ng)���о����� ���(q��)��(d��ng)��(j��ng)��(j��)δ����12�N���g(sh��)����(qi��ng)�{(di��o)ָ���������κ�һ��(g��)�I(l��ng)������I(y��)������ͬһ�����飺�������@Щ���g(sh��)��������ķ�ʽ�Y(ji��)�����������g(sh��)��(chu��ng)���������Č�(sh��)�H��(j��ng)��(j��)���治��(hu��)Դ����Щ��Ŀ���뷨�������ڽ��ڃ�(n��i)��ˣ�����Դ������څ�ڳ�������d���g(sh��)�c�����˔�(sh��)ʮ��Ă��y(t��ng)���g(sh��)������Y(ji��)�ϡ�*�� C-E��ˇ�����@��һ�N���d���g(sh��)�c�����˔�(sh��)ʮ��Ă��y(t��ng)���g(sh��)������Y(ji��)�ϵĵ��͡�
�D6 ������7654���g(sh��)·������ʾ��D
�ġ�������ܵ����۸�-�D����ˇ����
�����Ժ�����ܵ�呼������������������C-E��ˇ��������ܵ��Ǻ��һ��·���P(gu��n)�I�Y(ji��)��(g��u)����һ��(g��)100�fkw�ķ���(y��ng)�ѣ���8~12�����ܵ������ܵ���AlSI-316L���P䓣����ܵ������8~10�����Ѓr(ji��)1500�f/����һ�����ܵ����Ѓɂ�(g��)�nj�(du��)�Q�Ĺ��_(t��i)���D7��AP1000 ���ܵ����ë�����O(sh��)Ӌ(j��)�D(���ܵ�����鏝���Y(ji��)��(g��u)���ܵ�������ˇ���죬���(xi��ng)Ŀδ�ӷ���)�����_(t��i)֮һ�w�������nj�(du��)����呉����ι�ˇ���ش�����(zh��n)��
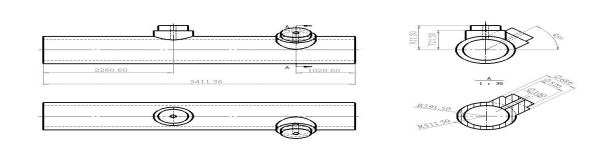
�D7 AP1000 ���ܵ����ë�����O(sh��)Ӌ(j��)�D
�����f��C-E�������c(di��n)�������г�������呷����ij��η���Ҫ�c(di��n)�����Y���^��
(1)������呷���
Ŀǰ�������I(y��)��ֻ�ܳ��Ό�(sh��)�ĵ�(�o��(n��i)��)��ֱ��(������)֮��(sh��)�w�Y(ji��)��(g��u)��
������ܵ��ġ�����呷������ι�ˇ����Ŀǰ�҇��Ļ����������췽������ɵ����ܵ���ä��(�o��(n��i)�Č�(sh��)�����w)�����_(t��i)���Ξ鷽���_(t��i)�w�����ë����Ҋ�D8������߅ԣ����80 mmӋ(j��)�㣬��������56�����ҡ�����呹�ˇ����V�����յ����^�ͣ���V��呼�������2.5��Ӌ(j��)�㣬��56X2.5=140��*��������ܵ��ġ�����呷�������1.2~1.5�f�������Һ���C(j��)�����a(ch��n)Ч�ʺܵͣ��H��12��(g��)��/�����@Ȼ���ܵ��ġ�����呷��������ë���ַţ�呼��أ���칤���L(zh��ng)�����m(x��)�ӹ����r(sh��)���������ʵ͡�
�D8������呷���������ܵ�呼��D
(2)������ܵ����������C-E��ˇ
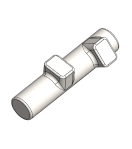
CE��ˇ����ɺ�����ܵ����ë���Ą�(chu��ng)�¹�ˇ��CE���ɳ��ε����ë�������⏽����1023mm����(n��i)������ 730mm�����_(t��i)�����⏽����1200mm������26.4����

�D9 AP1000 ���ܵ�C-E�����۸������D������D
CE�����ܵ�������������Ҋ�D10�͈D11��
���Ȳ���3D��ӡLCD��ˇ���������۸���ˇ���۸���һ�N���ڔD�������g�A(y��)���������@��һ�N���|(zh��)����������K�D����������������A(y��)���ε����������oƫ�����|(zh��)����Ҫ��(y��u)�c(di��n)֮�⣬��߀�ǃ�����(Net Shaping)С����������
��Σ���(du��)���g�A(y��)�������M(j��n)�ДD�������ɫ@�����ܵ������ë��;
����Σ���(du��)���ܵ������ë���M(j��n)�ПᏝ���������ӹ������ɫ@�������վ�b��ĺ�����ܵ������
�D10 CE�����ܵ����������D����
���g�A(y��)���������O(sh��)Ӌ(j��)�ͳ���������CE������Ҫ���E��Ҫ�c(di��n)���£�
�� ���ܵ��ăɂ�(g��)���_(t��i)�ڏ������nj�(du��)�Q�Y(ji��)��(g��u)�� ����y�Գ��Σ���LCD���΄t�]�����y��CE������LCD��ˇ���ηnj�(du��)�Q���_(t��i)���DZ���ˇ�ĺ��IJ��E֮һ;
�� ���g�A(y��)�������ăɶ˞����һ����ȵ�ä�ף���ä����ȴ�����ä�ס�ä���Ǟ���m(x��)��(n��i)�הD�������(zh��n)���;
�� ���g�A(y��)���������жΞ錍(sh��)�ĽY(ji��)��(g��u)�����ǿ���(�D9)����Ŀ�����ڞ���m(x��)�D���������������׃����(��������(d��ng)��)��ֻ�к��m�����Ľ�������(d��ng)�������ܷ�ֹ�D���ӟ�r(sh��)���ľ����L(zh��ng)�����C���õĄ�(d��ng)�B(t��i)�ٽY(ji��)����
�� LCD���g�A(y��)��������ֱ�ܣ��D����Ҳ��ֱ�ܣ�Ҋ�D11�����ֱ���������ٲ�������䓹ܵď��������M(j��n)�Џ������ԫ@����K�����ë����Ҋ�D12��
�D11 CE�����ܵ���������ʾ������
�D12 CE���D������D
�塢С�Y(ji��)
C-E��ˇ�����M(j��n)��3D��ӡ��ˇ�c���M(j��n)�D����ˇ������Y(ji��)�ϵĵ䷶����(du��)���߶�������f�����_��(chu��ng)�Եġ�
���(xi��ng)�����Ĵ�(y��u)�c(di��n)��
(1)����ˇ������������V��Ҳ��(ji��)ʡ������ұ������������T�Vһϵ�������O(sh��)���ˇ�^�̡������g(sh��)·�����ø���ٷ�ĩ����ԭ���ϣ��@һ��׃��(d��o)�²��ϵ������ʴ����ߣ�ԭ�����\(y��n)ݔ���惦(ch��)�ijɱ�����½�;
(2)����ˇ����������呣�������С��ұ��-�Ʒ�ϵ�y(t��ng)�Ʒۣ�����ĩ���۳����ۻ���Ѹ�����̽M�b�����Σ���ɲ����ڳɷֺ��s�|(zh��)ƫ���ģ��o���_����(qi��ng)�ȾͿ��_(d��)��Ҫ��;�o���A(y��)呣��Π�Ϳɽӽ���K�Y(ji��)��(g��u)����������������ˇ��(ji��)ʡ�����������_�����A(y��)��O(sh��)�䡢�Y��͕r(sh��)�g;
(3)���(xi��ng)Ŀ���ÔD����ˇ���ڰ�ͨ�õĔD��ģ�У��D������3D��ӡ��������K���Ρ��D���^����������۸���ˇ��ɵ�����֮���ԣ��Ķ������K�Y(ji��)��(g��u)���ě_���g�Ժ�ȫ��C(j��)е�����Լ��|(zh��)����(w��n)���Ժ�һ����֮���IJ��E��
(4)C-E��ˇ�ڸ߶˽Y(ji��)��(g��u)���I(l��ng)���纽�ա���늡��������I(l��ng)��ĺ����㡢�����������췽�棬���к�(qi��ng)�ĸ�(j��ng)��(zh��ng)������Ҫ���F(xi��n)�ڹ�(ji��)�ġ���(ji��)�ܺ�(ji��)ʡ���r(sh��)�����������a(ch��n)Ч�ʡ�
���ߺ�(ji��n)�飺����꣬���K���꼤����μ��g(sh��)����˾�����L(zh��ng)�����A��W(xu��)���ڡ�����(d��o),���²��ϳ����аl(f��)40���ꡣ��һ�����A��W(xu��)���ϳ��������Ԅ�(d��ng)���о������L(zh��ng)����һ�����A��W(xu��)���������о������L(zh��ng)�����Kʡ�������쌣ί��(hu��)�����L(zh��ng)���Ї�3D��ӡ���g(sh��)�a(ch��n)�I(y��)(li��n)����ϯ�������(n��i)�^�����3D��ӡ���g(sh��)�аl(f��)�Č���֮һ�����@���ҿƼ��M(j��n)����(ji��ng)���Ȫ�(ji��ng)���(xi��ng)�����Ȫ�(ji��ng)һ�(xi��ng)��ʡ������(j��)��(ji��ng)���(xi��ng)���������N��(ji��ng)�(xi��ng)��ʮ�(xi��ng)���Г�(d��n)������˶��(xi��ng)������Ȼ�ƌW(xu��)���c(di��n)���𡢇���863Ӌ(j��)������I(y��)�ęM������΄�(w��)����ڎ��I(l��ng)���аl(f��)�F(tu��n)�(du��)�����S��ӡ���g(sh��)�Ĺ�ˇ���O(sh��)�䡢���Ƶȷ���ȡ�����S�T�ijɹ����������ڔD�����ι�ˇ��3D��ӡ���g(sh��)���ڱ����a(ch��n)�I(y��)����������H�����a(ch��n)��λ����ɽ�Ľ��K���꼤����μ��g(sh��)����˾���I�Ľ���3D��ӡ�O(sh��)��a(ch��n)Ʒ�c�ǽ���3D��ӡ�O(sh��)��a(ch��n)Ʒ��ȣ��似�g(sh��)�y�Ⱥ͑�(y��ng)�Ãr(ji��)ֵ���ߣ��Ɍ����ٷ�ĩֱ���ڻ������Y(ji��)���������������g(sh��)��(f��)�s�Ľ����������ģ�ߡ����պ��졢��܇�����I(l��ng)��(y��ng)�ÏV����
(؟(z��)�ξ���admin)

���P(gu��n)��(n��i)��
 ���A�����������Ŀ��У�Ҳ
���A�����������Ŀ��У�Ҳ ����3D��ӡ���җ�����(qi��ng)����
����3D��ӡ���җ�����(qi��ng)���� Materialise�����ã�3D��
Materialise�����ã�3D�� LPW��ϯ��(zh��)�й�Phil Carrol
LPW��ϯ��(zh��)�й�Phil Carrol �����֮�ġ��SС��_Դ
�����֮�ġ��SС��_Դ ��3D��ӡ���硷���L��(chu��ng)����
��3D��ӡ���硷���L��(chu��ng)����
- ���^�c(di��n)��3D��ӡ��������׃���c��Ȼ��څ��(sh��)
- �����A�����������Ŀ��У�Ҳ������(ji��n)�ֱ���
- ������3D��ӡ���җ�����(qi��ng)���錍(sh��)�F(xi��n)�����(m��ng)��
- ��Materialise�����ã�3D��ӡ�l(f��)չ������(g��)
- ��LPW��ϯ��(zh��)�й�Phil Carroll��ÿ���܉�
- �������֮�ġ��SС��_Դ����3D��ӡ�a(ch��n)
- ����3D��ӡ���硷���L��(chu��ng)�����S(li��n)�τ�(chu��ng)ʼ��
- ��BTV���L���h�r(sh��)��CEOҦ־�h������3D��ӡ
����(n��i)��
- ���^�c(di��n)��3D��ӡ��������׃���c��Ȼ��څ��(sh��)
- �����A�����������Ŀ��У�Ҳ������(ji��n)�ֱ���
- ������3D��ӡ���җ�����(qi��ng)���錍(sh��)�F(xi��n)�����(m��ng)��
- ��Materialise�����ã�3D��ӡ�l(f��)չ������(g��)
- ��LPW��ϯ��(zh��)�й�Phil Carroll��ÿ���܉�
- �������֮�ġ��SС��_Դ����3D��ӡ�a(ch��n)
- ����3D��ӡ���硷���L��(chu��ng)�����S(li��n)�τ�(chu��ng)ʼ��
- ��BTV���L���h�r(sh��)��CEOҦ־�h������3D��ӡ
- ���SС�ﲩʿ���Z���W(xu��)�ӣ���һ�w��ע��
- �����֮��|������Ժʿ��3D��ӡ��������
���]��(n��i)��
 3D��ӡ���^EOS��
3D��ӡ���^EOS�� 3DSystems����\
3DSystems����\ δ����܇�_�l(f��)��Ӌ(j��)
δ����܇�_�l(f��)��Ӌ(j��) �����ƶ��ˣ�3D��
�����ƶ��ˣ�3D�� ��(du��)����l(f��)�����h(yu��n)Ӱ
��(du��)����l(f��)�����h(yu��n)Ӱ���c(di��n)��(n��i)��
- ����ԣ�����x3D�����ӡ�Ї��c����ą^(q��)�e
- ���r(sh��)���أ�һֻ3D��ӡЬ�{ʲô���ϿƼ���
- ��3D��������(m��ng)����ӯ��(chu��ng)�����Ƽ���(chu��ng)ʼ���R�x
- ���Ї�3D��ӡ�����Ӱ����İ˴��g(sh��)����
- ������3D��ӡ���g(sh��)���挍(sh��)�Ј�(ch��ng)��λ
- ���r(sh��)��(sh��)��Ӣ�� �P�c(di��n)2015��3D��ӡʮ������
- ����(du��)Ԓ�ߌӣ��L�K���ؿ���(j��ng)��Ѧ�ٲ�ʿ
- ������3D��ӡ���җ�����(qi��ng)���錍(sh��)�F(xi��n)�����(m��ng)��
- �����R���S�����S�t�壺��һ��(g��)ʮ�����ի@
- ��2018��ȫ��3D��ӡ���g(sh��)�F(xi��n)����� FDMռ��


