����3D��ӡ�S��ˮ·ģ�ߡ����Ƃ��y(t��ng)ע��ģ������
�r�g��2024-03-19 09:34 ��Դ���D������ ���ߣ�admin ��x����
����3D��ӡ���g(sh��)��ģ�������е�һ���Ҫ��(y��ng)�þ�������ע��ģ�ߡ�ע���^��һ����������ϡ��ܻ���ע�䡢��s��Óģ��������s�r�g�sռ�a(ch��n)Ʒ�������ڵ�50%~80%�������f��ע��ģ����sϵ�y(t��ng)ֱ��Ӱ����ܼ��|(zh��)�������a(ch��n)Ч�ʡ�
ע��ģ����sϵ�y(t��ng)
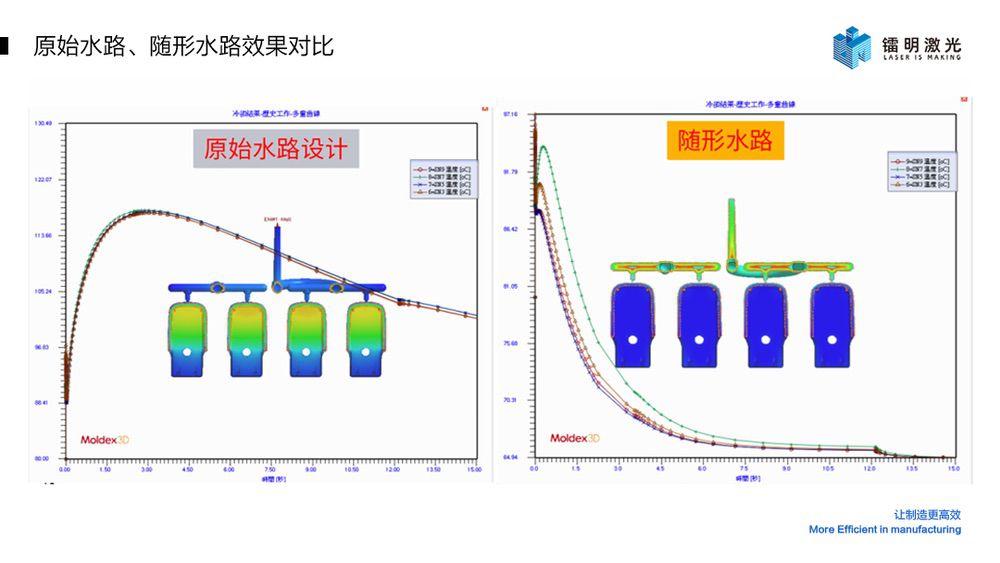
��sϵ�y(t��ng)ͨ������ģ�߃�(n��i)�_�O(sh��)��sˮ·������ѭ�h(hu��n)���ӵ���sˮ���F(xi��n)�ضȿ��ƣ��ԝM��ע�ܹ�ˇҪ��
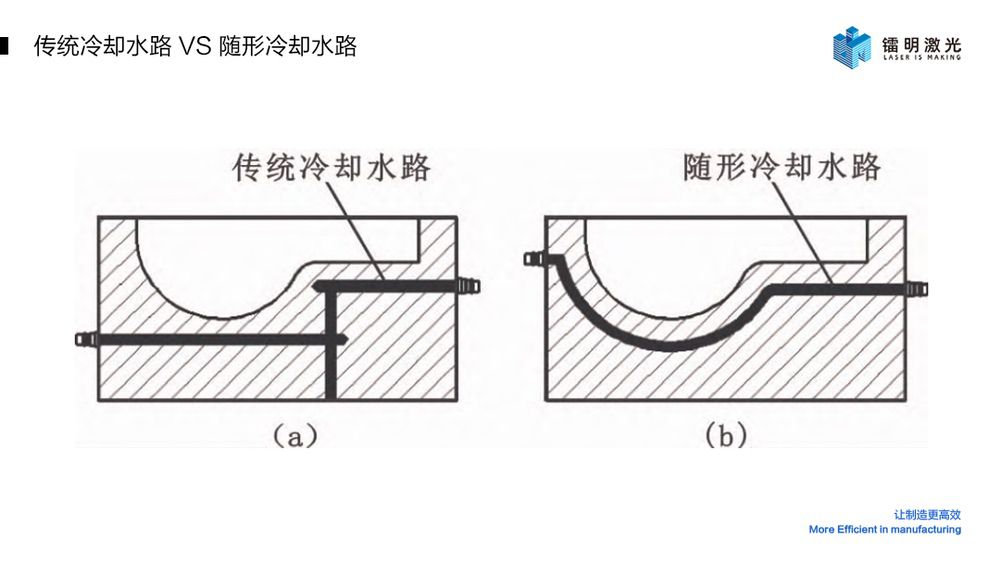
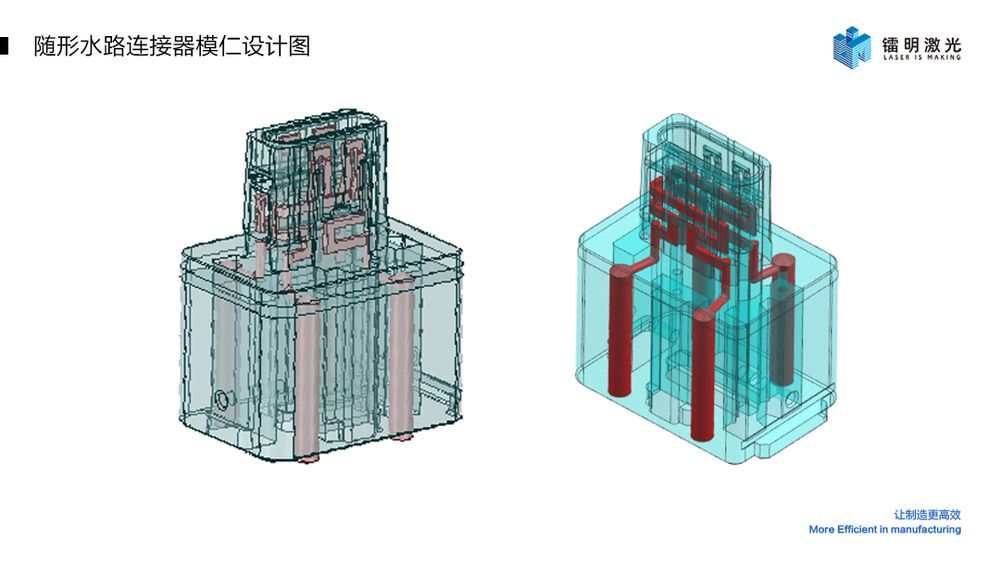
���y(t��ng)�ӹ���ʽ�£�ˮ·ֻ�ܞ�A����ֱ�ף��o����ȫ�N��ע�ܼ����档�����н���3D��ӡ���g(sh��)����ͻ�Ƃ��y(t��ng)�ӹ����ƣ����F(xi��n)�S����sˮ·�O(sh��)Ӌ���죬�ں���^(q��)�g��(n��i)�������O(sh��)Ӌ����ˮ·��ˮ·������O(sh��)Ӌ�������Πˮ·����ɸ���(j��)��ǻ����݆��׃����׃�����_(d��)�������١����������sЧ��������ע�ܼ����|(zh��)�����p��ע�ܳ������ڡ�
��(y��ng)��
�S��ˮ·USB���wģ�ʰ���
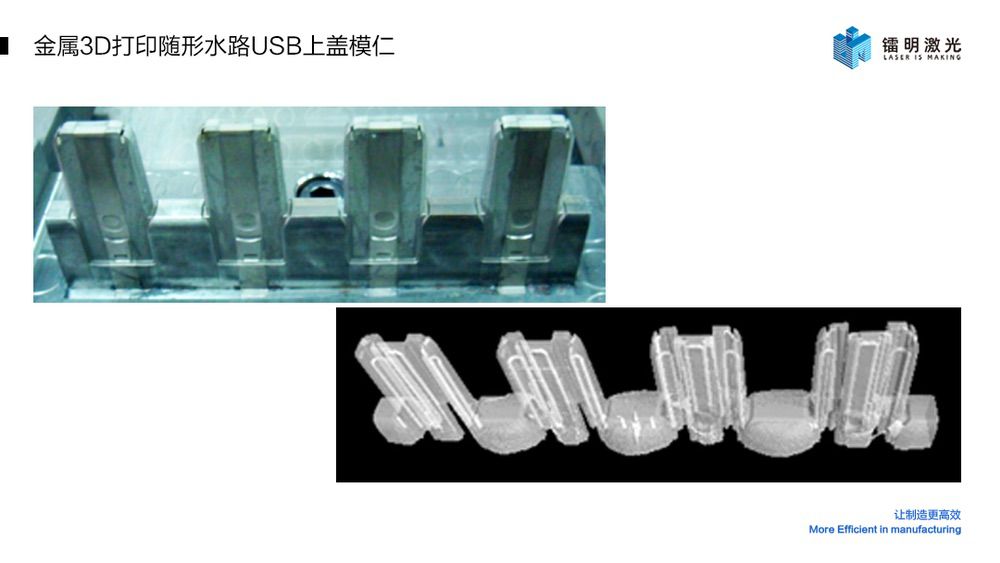

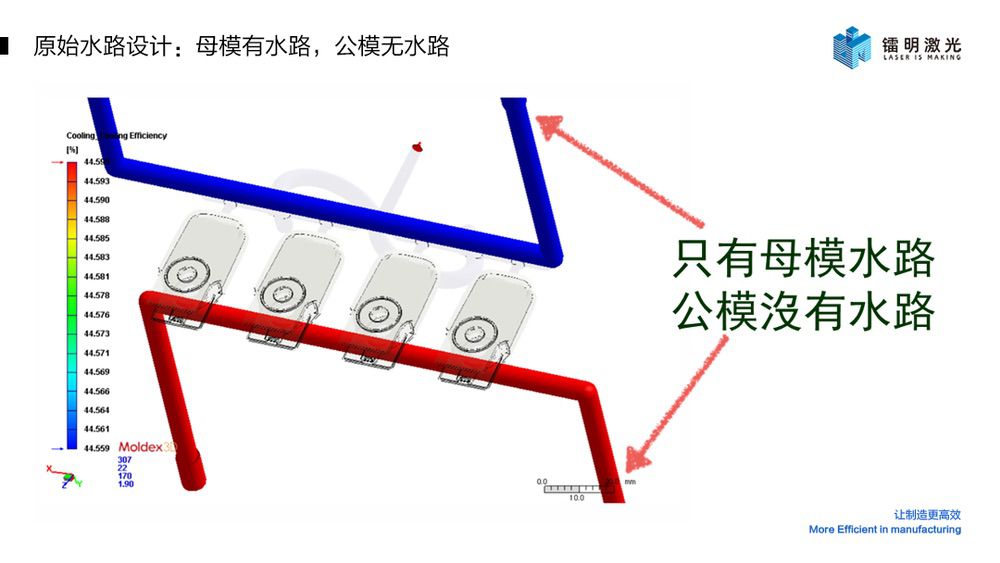
ԓUSB���wģ�ʵ�ԭʼ�O(sh��)Ӌ�У���ģ��(n��i)���oˮ·��ֻ��ĸģ��ˮ·����Kע�ܼ��������ڞ�30s��
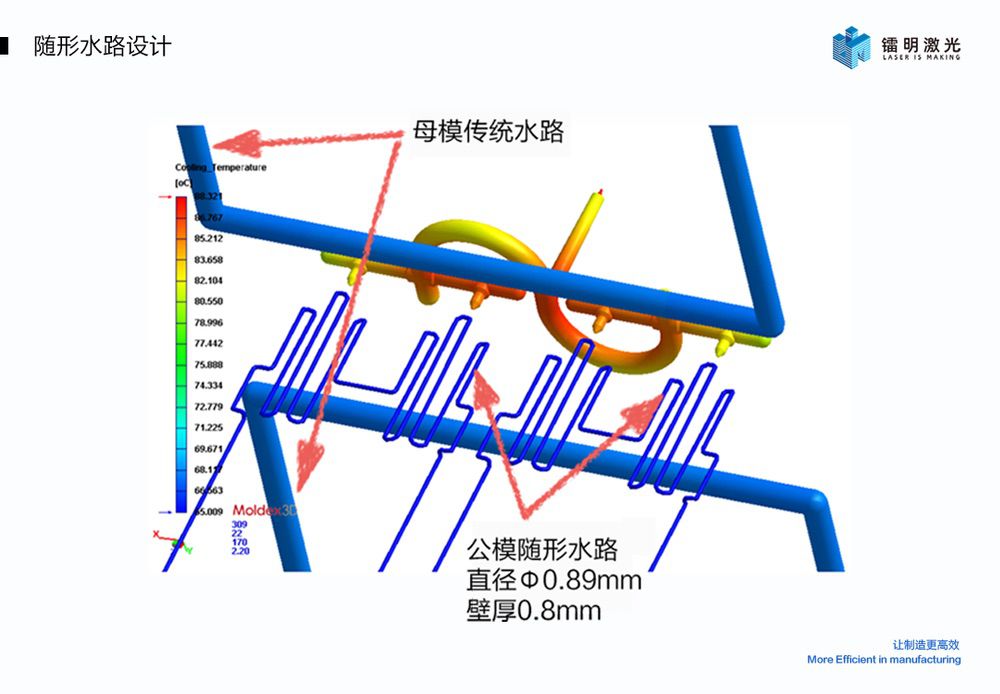
 ʹ�ý���3D��ӡ���g(sh��)����ԓģ�ߕr���ڹ�ģ�ʃ�(n��i)���O(sh��)Ӌ�S����sˮ·��ˮ·ֱ��⏀0.89mm���ں�0.8mm����K��ע�ܼ��������ڿs����20s��
ʹ�ý���3D��ӡ���g(sh��)����ԓģ�ߕr���ڹ�ģ�ʃ�(n��i)���O(sh��)Ӌ�S����sˮ·��ˮ·ֱ��⏀0.89mm���ں�0.8mm����K��ע�ܼ��������ڿs����20s��
�S��ˮ·�B����ģ�ʰ���
��(j��ng)�^�S��ˮ·�O(sh��)Ӌ��(y��u)����ʹ�ý���3D��ӡ���g(sh��)����ԓģ�ߣ���Kע�ܼ�����������22s�p����12s���������ڿs��45%��
 �S��ˮ·�����װ���
�S��ˮ·�����װ���
����3D��ӡ���g(sh��)�Ɍ��F(xi��n)�ֵ�ע��ģ�����죬���C�Ͽ��]�ɱ��cЧ�ʣ�Ҳ�����ô�ӡ����肼���ģ�ʵķ�ʽ���磺�����ס�б픡�ģ�ʉ|�塢��ģ肼���ǰģ肼������K�ȡ�

�ψD��ʹ�ý���3D��ӡ���g(sh��)������S��ˮ·�����ף���ע�ܳ����^������Ч����(qi��ng)��sЧ������s�r�g��25s�s����5s��ע�ܼ�����������37s�s����15s���������ڜp��60%��ע�ܼ������|(zh��)�����á�
 ����3D��ӡˮ·ģ��
����3D��ӡˮ·ģ��
�D�е�ģ���ɽ���3D��ӡһ�w�������죬��(j��ng)�^��̎�������y(t��ng)�C(j��)�ӹ���Ͷ��ʹ�á�

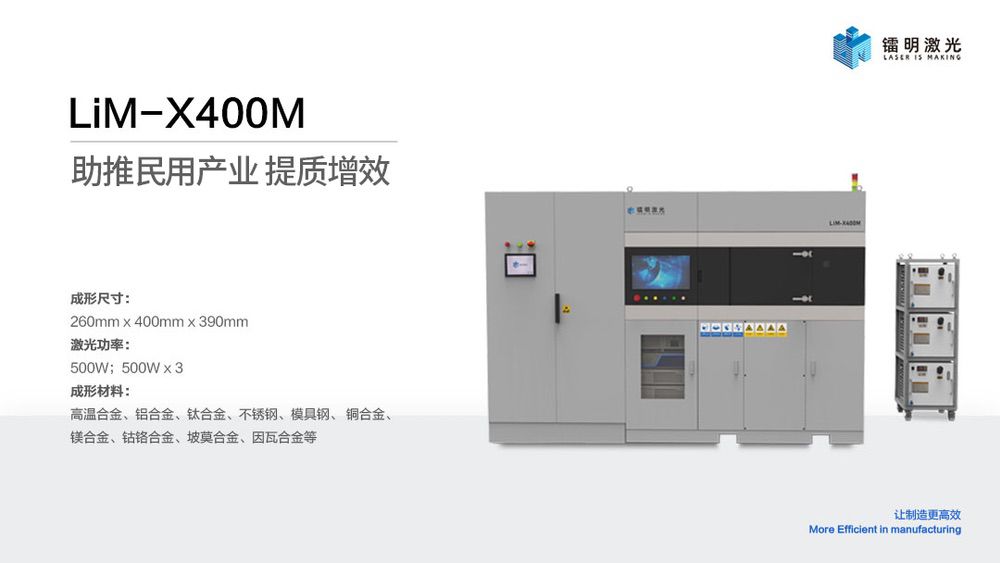
��ӡ���ϣ����P�SUS420��Ӳ��HRC 48-52������ȼ����_(d��)��A1���ɝM����������
��ӡ�r�g��30С�r/������������̎���͙C(j��)�ӹ��r�g��
�D������ģ���ИI(y��)�����O(sh��)�����]��
�D�������cģ��������I(y��)ʼ�K���������еĜ�ͨ�c�f(xi��)���P(gu��n)ϵ�������ڞ��Ñ��ṩ���I(y��)��ȫ�桢����(zh��n)�Ľ���3D��ӡ���w��Q������δ�����҂�?n��i)ԕ������ھ�ģ������I(y��)�Ñ��Ă��Ի��������Ƴ����߄�(chu��ng)���Ժ�ʾ���ԵĽ�Q�������c�Ñ��y���Ƅ�ģ�߮a(ch��n)�I(y��)�����ӴεĔ�(sh��)�ֻ��c��Ϣ�������D(zhu��n)�͡�
ע��ģ����sϵ�y(t��ng)
��sϵ�y(t��ng)ͨ������ģ�߃�(n��i)�_�O(sh��)��sˮ·������ѭ�h(hu��n)���ӵ���sˮ���F(xi��n)�ضȿ��ƣ��ԝM��ע�ܹ�ˇҪ��
���y(t��ng)�ӹ���ʽ�£�ˮ·ֻ�ܞ�A����ֱ�ף��o����ȫ�N��ע�ܼ����档�����н���3D��ӡ���g(sh��)����ͻ�Ƃ��y(t��ng)�ӹ����ƣ����F(xi��n)�S����sˮ·�O(sh��)Ӌ���죬�ں���^(q��)�g��(n��i)�������O(sh��)Ӌ����ˮ·��ˮ·������O(sh��)Ӌ�������Πˮ·����ɸ���(j��)��ǻ����݆��׃����׃�����_(d��)�������١����������sЧ��������ע�ܼ����|(zh��)�����p��ע�ܳ������ڡ�
��(y��ng)��
�S��ˮ·USB���wģ�ʰ���
ԓUSB���wģ�ʵ�ԭʼ�O(sh��)Ӌ�У���ģ��(n��i)���oˮ·��ֻ��ĸģ��ˮ·����Kע�ܼ��������ڞ�30s��
�S��ˮ·�B����ģ�ʰ���
��(j��ng)�^�S��ˮ·�O(sh��)Ӌ��(y��u)����ʹ�ý���3D��ӡ���g(sh��)����ԓģ�ߣ���Kע�ܼ�����������22s�p����12s���������ڿs��45%��
����3D��ӡ���g(sh��)�Ɍ��F(xi��n)�ֵ�ע��ģ�����죬���C�Ͽ��]�ɱ��cЧ�ʣ�Ҳ�����ô�ӡ����肼���ģ�ʵķ�ʽ���磺�����ס�б픡�ģ�ʉ|�塢��ģ肼���ǰģ肼������K�ȡ�
�ψD��ʹ�ý���3D��ӡ���g(sh��)������S��ˮ·�����ף���ע�ܳ����^������Ч����(qi��ng)��sЧ������s�r�g��25s�s����5s��ע�ܼ�����������37s�s����15s���������ڜp��60%��ע�ܼ������|(zh��)�����á�
�D�е�ģ���ɽ���3D��ӡһ�w�������죬��(j��ng)�^��̎�������y(t��ng)�C(j��)�ӹ���Ͷ��ʹ�á�
��ӡ���ϣ����P�SUS420��Ӳ��HRC 48-52������ȼ����_(d��)��A1���ɝM����������
��ӡ�r�g��30С�r/������������̎���͙C(j��)�ӹ��r�g��
�D������ģ���ИI(y��)�����O(sh��)�����]��
�D�������cģ��������I(y��)ʼ�K���������еĜ�ͨ�c�f(xi��)���P(gu��n)ϵ�������ڞ��Ñ��ṩ���I(y��)��ȫ�桢����(zh��n)�Ľ���3D��ӡ���w��Q������δ�����҂�?n��i)ԕ������ھ�ģ������I(y��)�Ñ��Ă��Ի��������Ƴ����߄�(chu��ng)���Ժ�ʾ���ԵĽ�Q�������c�Ñ��y���Ƅ�ģ�߮a(ch��n)�I(y��)�����ӴεĔ�(sh��)�ֻ��c��Ϣ�������D(zhu��n)�͡�
(؟(z��)�ξ���admin)

��һƪ�����нY(ji��)��(g��u)ȡ��ğᡢ�C(j��)е���������Եļ{���w�S�ؚ����z����������
��һƪ������IoT�o���������W(w��ng)�j(lu��)��(ji��)�c����������ģ�K��ƽ�_
��һƪ������IoT�o���������W(w��ng)�j(lu��)��(ji��)�c����������ģ�K��ƽ�_
���P(gu��n)��(n��i)��
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�W(xu��)Ժ������3D��
����ǻ�t(y��)�W(xu��)Ժ������3D�� ��������٘���(j��ng)Ѫ�����
��������٘���(j��ng)Ѫ����� �Ƅ�ճ�Y(ji��)�����䣨�T��/��
�Ƅ�ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)����܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
����(n��i)��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��(g��u)
- ��Divergent��˾��3D��ӡ���g(sh��)�(q��)����܇��
- ������ǻ�t(y��)�W(xu��)Ժ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������M(j��n)Ƥ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y(ji��)��(g��u)�{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a(ch��n)
�Č�����������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�(f��)
3D��ӡ�ڿ�ǻ�ޏ�(f��)���c��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ��(zh��n)�_��Ф����ʲô��
- ���C������̻�3D��ӡ���g(sh��)��������֬���_


