�V�Ͻ��������켼�g�F��lչڅ����Ƚ���(2)
�r�g��2023-12-12 09:56 ��Դ���Ϻ���ͨ��W�p�Ͻ��ܳ��͇��� ���ߣ�admin ��x����
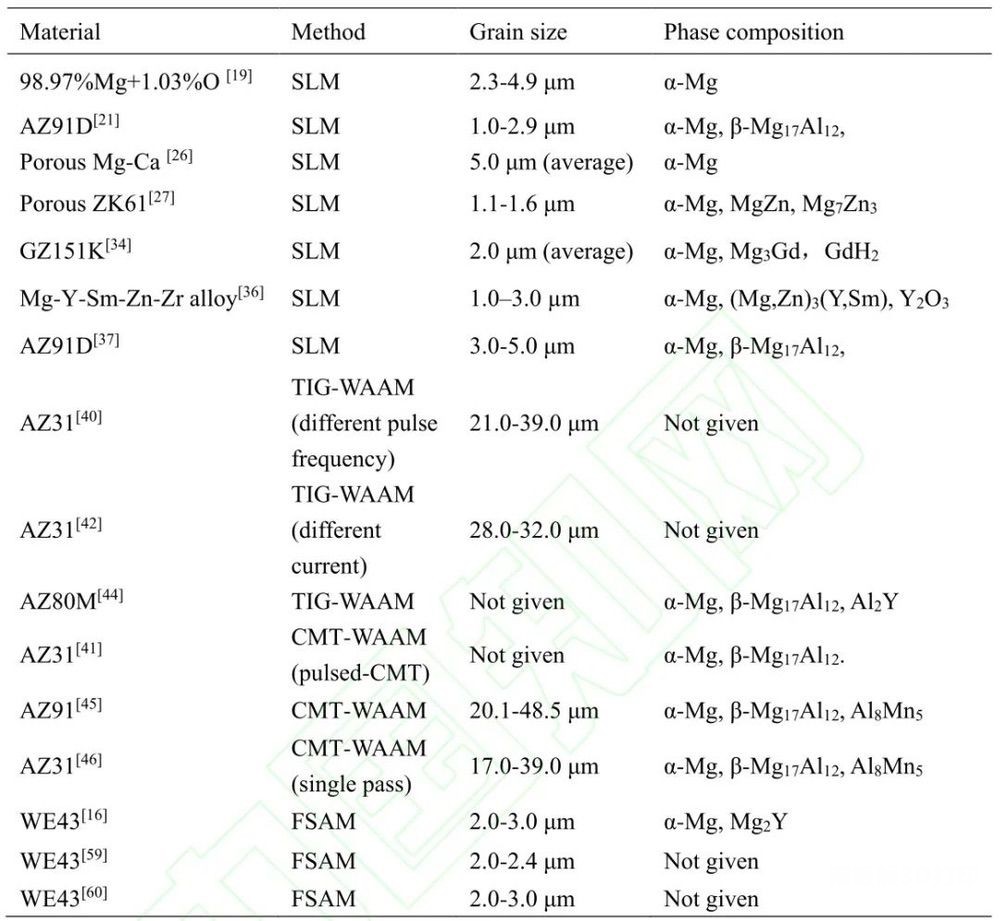
���������V�Ͻ�ĽM��������
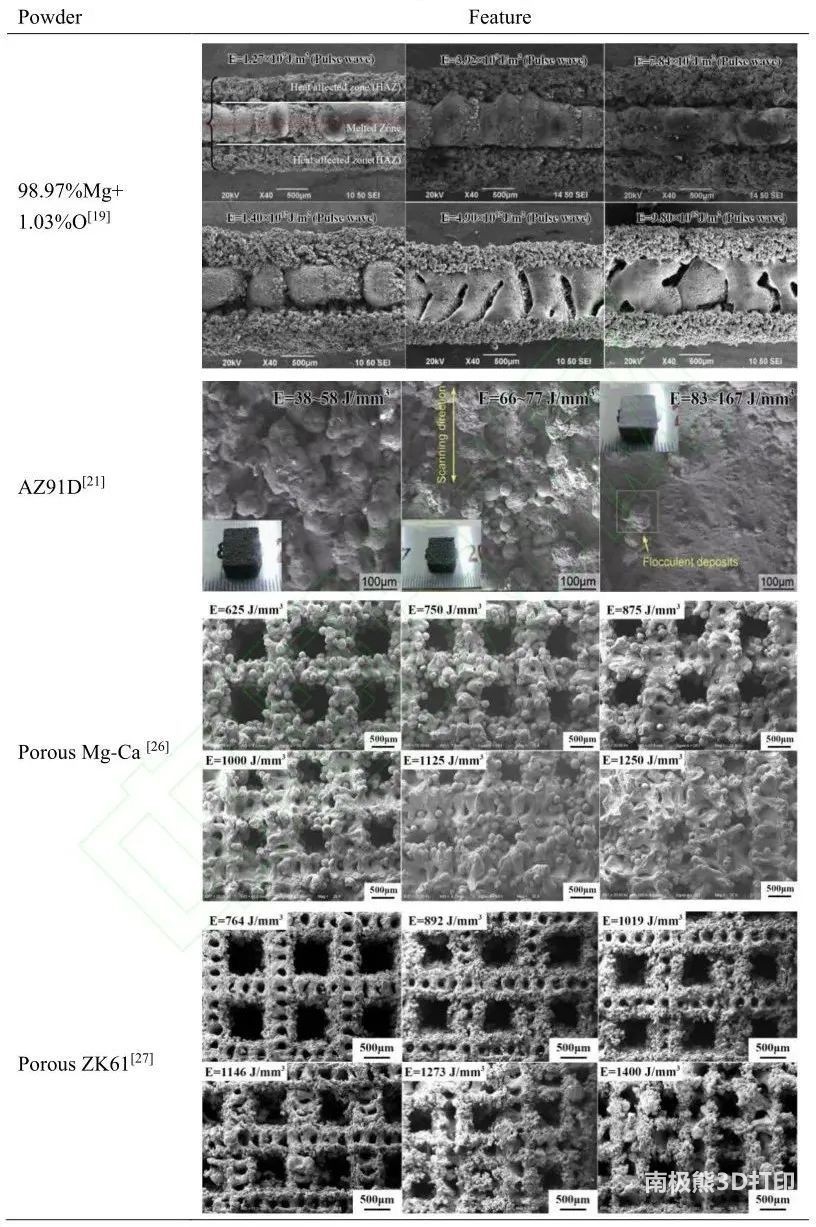
��һ���V�Ͻ�SLM�^���ܵ���N��ˇ�����Ͳ��υ�����Ӱ푣��@Щ������׃�������������옋���Ļ��W�ɷ֡��Cе���͎ܺ��Π�l�����@��׃����
Ŀǰ�V�Ͻ� SLM�о�������Ҫ������̽����������ĩ������������ܶȡ������ٶȡ��}�_�l�ʵȣ���ԇ�ӳ��ε�Ӱ�Ҏ�ɡ���ˣ��R�e���Pע��Ҫ�����Ǻ���Ҫ�ġ��о���������ʺ͒����ٶ��ǛQ��SLM�Ƃ��V�Ͻ�����|������Ҫ���ء����õ������ܶȣ����^С�ļ���ʺ͒����ٶȣ�����ʹ�V�Ͻ��ĩ��ȫ�ۻ����γɷ�ĩ���Y����ɸ߿�϶�ʺ��F���S�������ܶ����ߣ�ԇ�ӳ��εõ����ƣ����^�ߵ������ܶȄt��ʹ�V�Ͻ���p���أ��������l���±�����SLM��ˇ�M���V�Ͻ���������ij��Ό��ȡ�
�D����ͬ�����V�Ͻ� SLM���νM������
�S���V�Ͻ��ʹ�÷����c���ۭh���՝u�U���V�Ͻ��ȱ�cҲ��u��¶������Ŀǰ���Ƽs�V�Ͻ��V��ʹ�õ�ԭ��֮һ�������g���^�ͣ��ڳ���h���o���L�ڷ��ۡ��V�Ͻ����g���^���һ����Ҫԭ�����ںϽ��е��s�|�c���w�O���γ��ż���g�����Ͻ����s�|��������С��0.05%�r�����g���ʌ��½�90%����SLM��ˇ���ø���ĩ���Σ���ԭ�����A�α������s�|�����룬��ˌ��Ͻ��g���ܵ����������档SLM�^�����^�ߵ���s�ٶȣ������ںϽ�M���������������߲������g���ܡ��������⣬��̎����HIP�ȣ��������ӹ�Ӳ���ķ�ʽ�܉��Mһ������SLM�V�Ͻ�����W���ܡ��±����Y�˽���ߏ�
SLM�V�Ͻ�����W���ܡ�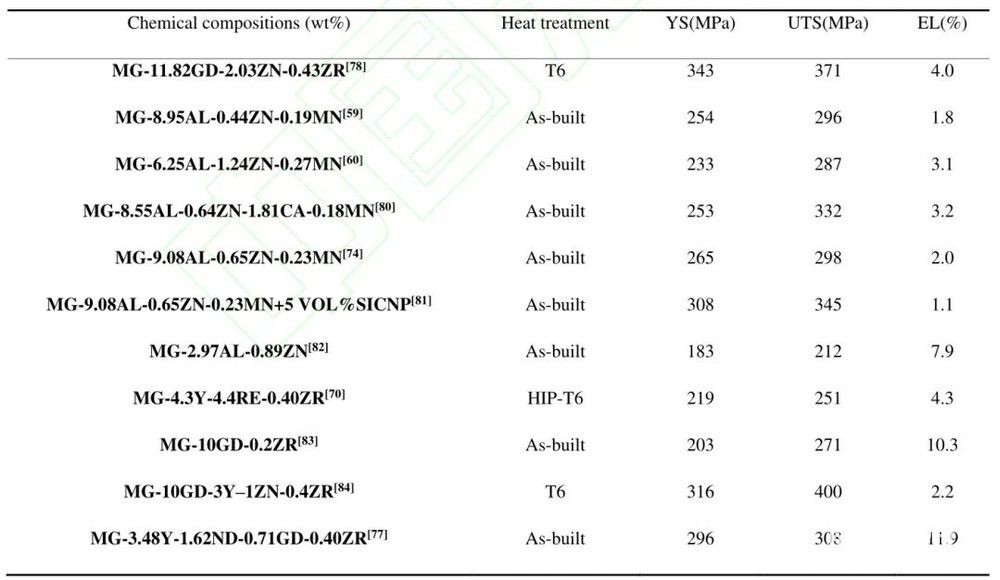
�D�����ָߏ� SLM�����V�Ͻ��Ҝ���������
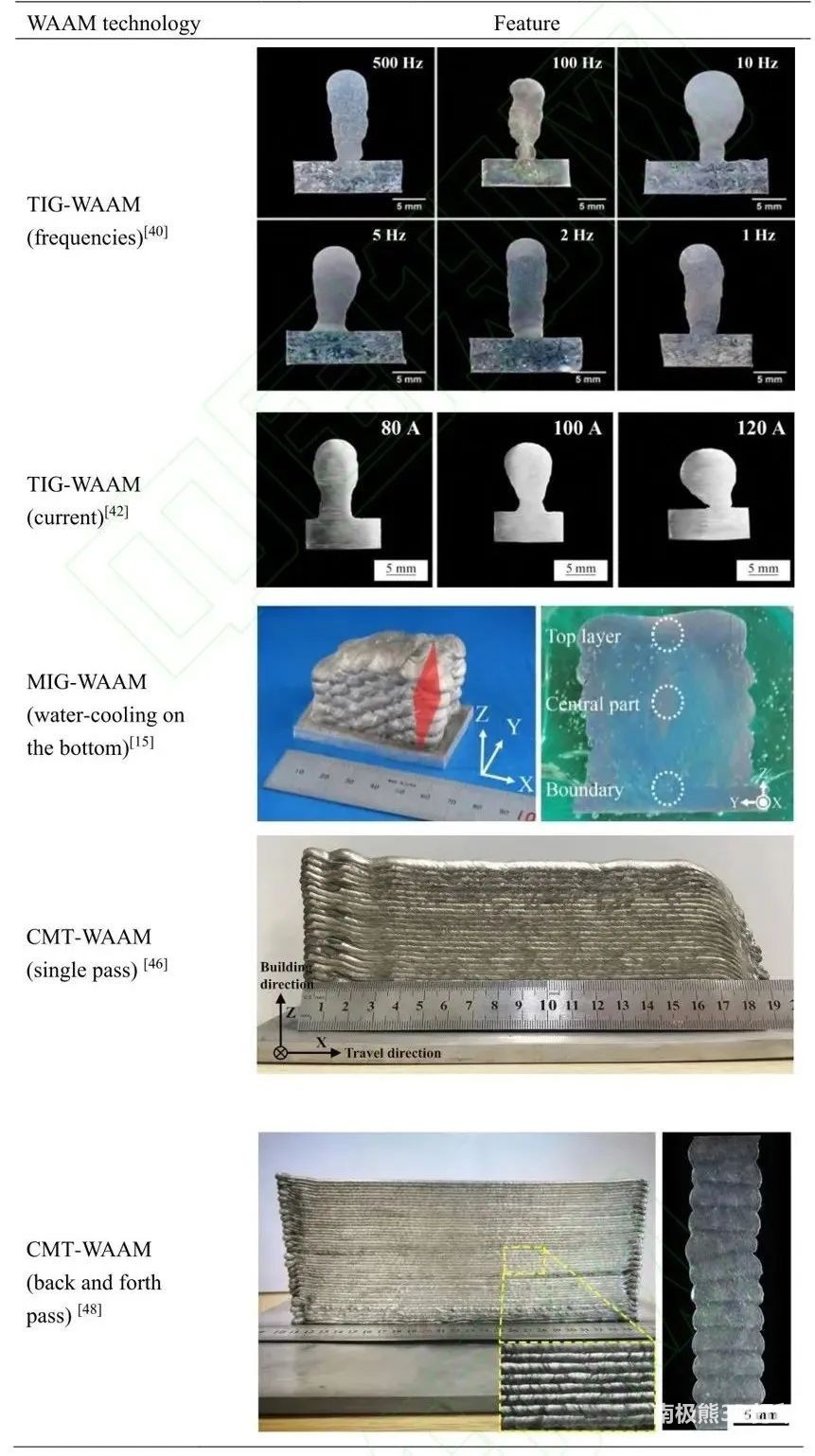
���^���V�Ͻ�SLM�����^���У�Ҳ���a����ף����Ѽy��δ�ۻ���϶��ȱ�ݡ�����γ���Ҫ�������ڸ���ʺ͵͒����ٶ��®a����С��Ч�����γ��^����۳أ��S���۳���ǰ�ƄӺ��۳����̣�����������������γɚ�ס�����ʹ���^��ļ���ݔ���������������l�V�Ͻ𣬺����ؽ������ڽ��ٵĄӑBճ�ȣ����C���ڽ��ٵij�֔Uɢ���p�ٷ��w�w�R���Ķ����ƌ��g�ĝ����ԣ��p�٘����еĚ�ס��V�ķ��c�����c֮�gֻ��440�棬����SLM�^�����V�Ͻ�Ą������l�����F���w�w�R��Ԫ�؟��p�Ȇ��}���V�����ĸ��H�������V�Ͻ�SLM����һ����Ҫ���}���V�Ͻ���������ܕ���K���g�Y�ϲ�����������������Ⱦ�⣬��������ӱ��������Ɖģ����������V�Ͻ�ԇ�ӵľ���e�ۣ������Ѽy�Įa����Ŀǰ�p���V�Ͻ�SLM���Θ����е�ȱ������Ҫ�ķ�ʽ���{����ˇ���������м���ʺ͒����ٶ��ǛQ��SLM�Ƃ���V�Ͻ�����|������Ҫ���أ����m�Ĺ�ˇ����������Ч�p����Ԫ�؟��p�����ȱ�ݡ�������Ŀǰ�P���V�Ͻ�WAAM���о������÷��ۻ��O���Ԛ��w�u�O���o����Tungsten Inert Gas Welding, TIG�����ۻ��O���Ԛ��w���o����Melt Inert-gas Welding, MIG����늻���ݔ���^�������������^�����a����e�ۣ��S�����e�Ӕ����ӣ��ό��V�Ͻ����������ӣ�ԇ���ձ�ʬF�����ό���խ���ij������c���±���V�Ͻ����WAAM��ͬ��ˇ���Ό��ȡ�
�D���V�Ͻ�(AZ31)WAAM��ͬ��ˇ���νM������
���V�Ͻ�WAAM��ˇ�У������V�Ͻ��е��ܽ���S�ضȵĽ��Ͷ��pС�������V�ĵ��ܶȺ�WAAM�^�̵Ŀ�����s�����w�������^���Пo�����������ƄӲ����۳����ݳ����γɚ�ף���ƬF�����X�Ͻ�WAAM��Ҳ�^�쵽��ͨ�^���Ì����z�ı��桢��ǰĸ�������Լ��{�����Ӆ����Ɍ��۳��еĚ��w�ݳ��������M�п��ƣ������m����ߺ�������ͺ����ٶȣ�ʹ�۳��К��w���ݳ��l����������l�����ɜp�ٚ�Įa������������FSAM�^���У����ϰl���������ӣ�ԇ�ӳ��κ��y�õ����ƣ�һ��ͨ�^��׃�����^���D�ٺͺ����ٶȁ����Ɵ�ݔ�����ԇ�Ӻ��^���Ρ�
�����^�D��Խ�ߣ��a���ğ���Խ������s�^���еğᑪ��Խ�������^�D��Խ�ͣ��a����Ħ�������ʹ���ϰl�����ӡ������ٶ��^���^�Ͷ������ԇ���Юa��ȱ�ݡ���ˣ��������õ��V�Ͻ�FSAMԇ����Ҫ���m�Ĕ����^�D�ٺͺ����ٶȡ�
�D��WE43�V�Ͻ� FSAW��ˇ���νM��
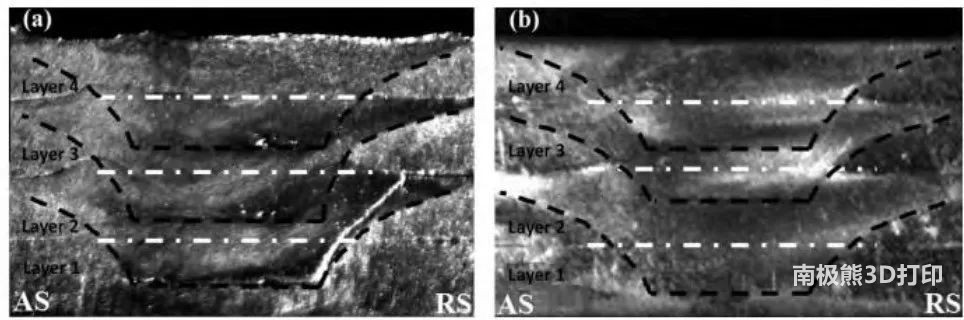
��϶������M�����^��ȱ�ݵȆ��}�����F���V�Ͻ�FSAM���Θ����С������������^���П�ݔ�벻��r��������۷���ٵ�����׃�β���֣����������Բԇ�ӃȲ����Fδ��ȫ�]�ϵĬF���γɿ�϶������ݔ���^��r������ɔ����^ǰ�M�ȵIJ�����Û����������֣��γɿ�϶�������ò����ݼy����������F����^�r��Ҳ����ɲ�������׃�β���֣��γɿ�϶���^��ȱ�ݺ͎���M���������^�ߵğ�ݔ��r�a�������^��ȱ�ݏ����ķ���������^�܇��IJ����Ƅӵķ�����һ�¡��D�����^���D�����V�Ͻ�FSAMԇ�ӿv���治ͬ�^��ij���ȱ�ݡ���ͨ�^�������ƺ����ٶȡ������^���D�ٶȁ��{�����ӟ�ݔ�룬�����x����m�Ĕ����^���Π���ֶ�����ȱ�ݵĮa����
�D���V�Ͻ�FSAMԇ���е�ȱ�ݣ������^�D�ٞ� 1400 rpm�������ٶȞ� 102 mm/min��
�����������^�M��ֱ��Ӱ���ԇ�ӵ����ܣ���ͬ���칤ˇ���^�M�������^��IJ���±���V�Ͻ��������첻ͬ��ˇ����ԇ�ӵ��^�M���������ߴ硢��M�ɣ����ȡ����±����l�F�������V�Ͻ�N��^�࣬��ɷ�����^���������������M�ɸ��в�ͬ�����⣬�V�Ͻ�SLM�cFSAW���^��WAAM������С���@��Ҫ�ǵ����ڼ��������s�Լ�����Ħ���еĄӑB�ٽY������ WAAM���ڟ�e�ۇ��ض����¾����ִ�
�D���V�Ͻ��������첻ͬ��ˇ����ԇ���^�M������
���������V�Ͻ����R�Ć��}�cչ��
������S��������W�߂���Ŭ�����V�Ͻ����������췽��ȡ����һЩ�ɹ������^�ڂ��y���μ��g���䃞�ݱ��F�÷dz�ͻ����ǰ��ʮ�֏V韡��������о��^����Ҳ��¶���˺ܶ����}���@Щ���}�Ƽs���V�Ͻ��������칤ˇ���Mһ�������c�lչ��
��1�����A�о���Փ�T��������ȱ���V�Ͻ��ӡ�^���е����P��Դ����ݔ����{��ģ�ͣ������nj�SLM�����^�����^�����w�ڸ���������ݔ���·��_���γɵ��w�R�y���M��ģ�M���Լ��������^�����^�M���ݻ���ģ�M�о��c��Փ�����������������^���К��������Լ��ӹ�ȱ�ݵ��о�Ҳ��ʹ�õͳɱ��ҹ�ˇ��������䓡��X�Ͻ��⁺Ͻ������о��ӱ������V�Ͻ��wϵ�Pע�^�٣����¬F���о��y�����V�Ͻ���������Ķ�ܼ��Ƀ����OӋԭ���ͷ����ό��Fͻ�ƣ�
��2�������ڰ�ȫ���ص�Ӱ푣��V�Ͻ��������콛���Ȼ�����T�����Ӽ��Ȳ���������һ����ȱ�ݣ�����Ѽy����ȣ�Ŀǰ�H���ڳ��ͺ�ͨ�^����o���ķ�ʽ��������ȱ�ݡ��V�Ͻ��ǟ������ϣ����������^���в����������ڏ��ҵ����������W׃���Լ����s������ұ���^�̣�ͬ�r���S�����s����׃�^�̣������^��Ӱ����ر��࣬�漰���ϡ��Y���OӋ����ˇ�^�̡���̎�����T�����أ��@Ҳʹ�úϽ����������^�̵Ĺ�ˇ���M���������Pϵ�����y�Ԝʴ_���գ��������������V�Ͻ�����ܟo����ְl�]�����⣬�����V�Ͻ��������^�������w�R�����_�ѵ����|����Ҫᘌ��V�Ͻ��_�l���T�� SLM�C���O�䣻
��3��Ŀǰ�Пo�m������������Č����V�Ͻ�ԭ���ϣ��z�ĺͷ۲ģ����F�ЮaƷ����F�е������T����̖�V�Ͻ𣬟o����������������칤ˇ�ĸߜؿ������ԣ��OӋ���_�l�m����������ӹ��������V�Ͻ�ɷ��wϵ�Ȟ���Ҫ��
��4�������������V���ͺϲ��ϻ��V���ɷ��ݶȺϽ���Pע�Ȳ��㡣�����������칤ˇ�ϵ������ԣ�����ͨ�^��ͬ��䁷ۂ}���ͽz�����a�ӹ����ɷ��ݶȵ������ͺϲ��ϣ��@һ�O���ѽ���懺Ͻ�⁺Ͻ𡢸��غϽ��F-�X�Ͻ���Lԇ�ɹ������������V���ͺϲ����c�V���ݶȲ��ϵijɹ��_�l�،�����̶��ϰl�]�V�Ͻ�Ĝp���ݣ��،��V�Ͻ�đ��È�����
�S���V�Ͻ��������켼�g��u���죬���������Ҳ�������@���������켼�g�܉���Ч���o���ͼ��������҇����V�Ͻ������c�аl�����ˮƽ�������҇��@��һ���V�Ͻ��YԴ������f���@���������҇��V�Ƽ����P�I�C����ֻ���ڼ��g��̎�����Mˮƽ�����ܰ��҇����V�YԴ���ݰl�]�������ڇ��H�ИI������ռ���șC���ӿ��I�����D׃��
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


