������ύ�Q�������F�o�p���ֻ���������֮��
������������^������Α��ܕ��@Ӡ������@λ��ֻצ�ӵ����ѓ�����˶�������͡�������������Ȥ���ǣ�����צ����Ψһ�к��ą^���@����һ���������촩��ëƤ�������R���ɣ���ô������{�����ğ�����أ����@Ȼ�����܃H�H��ه��צ���зdz����ı���e��ɢ�ᡣ
�E�[�����@�������^����ͨ�^�������{���ġ�����ͨ�^���^�䮔�ύ�Q���ģ����ĺ����ٶȿ��ԏ�ÿ��� 30 �κ������ӵ�ÿ��� 300 �κ�����ͬ�r��������Һ�ٕ��a���������Һ���@Щ��Һ�������^�������l���ڄ��Ҵ�Ϣ���g�����^Ѹ����s����Ȯ�����^���Д����@�˵�СѪ�ܣ������������wݔ�͵����^���{�����ğ���������
���ô���Ȼ�ġ����OӋ����Ȯ��w�ص�һС����-���^����������˼�h�����飬ʹ��ɞ������������M�����Ч�ġ�ɢ������֮һ�����@һ���D������ļ��g���磬���̎��ܵ�����Ȼ�Ć��l��ֱ�����죬��������ƶ��������켼�g�����ƣ����o��������ķ�ʽ��������ğύ�Q����

����������������һ����Ч�ύ�Q�������d���g�����F��Ч�Ϳɳ��m�lչ�ğo�p���ֻ���������֮�ã�EOS�l���˰�Ƥ����������ύ�Q���������ڣ��c�W��һ�����I��ԓ��Ƥ���IJ��־��ʡ�

 ��������ύ�Q������Ƥ���Ќ�����ļ��g�m��ͽ����m���u��
��������ύ�Q������Ƥ���Ќ�����ļ��g�m��ͽ����m���u��
© EOS
 EOS����������ύ�Q������Ƥ���o���������}�Ĵ𰸣�
EOS����������ύ�Q������Ƥ���o���������}�Ĵ𰸣�
- ��ʲô���������܉F����Ч�đ������a��
- ጷ���������ȫ�������IJ��E����Щ��
- ���ֽ�Q������ν���������������a�ɱ���
![]() �o�p���ɵ��OӋ�c���a����
�o�p���ɵ��OӋ�c���a����
ͨ�^��ѭ AM-����������_�l�����ض��A�� �� EOS�ṩ�Ĕ��ֹ��ߵļ��ɲ��H�����˟ύ�Q���@�ӵď��s���õ���������� �� ����߀����� �μ��ɱ� �� ���������a�춨�˿��еĻ� �A��
�@���У�EOS��������ύ�Q������Ƥ���еğύ�Q���OӋ�����a�������ڟo�p�� �� �� �� �� �� �� �M �� �� �� �� SIEMENS Digital Industries Software �� �Q �� �� �ṩ֧�� �������^���еĴ�ӡ����ͨ�^EOS ��Smart Fusion���]�h�������ڣ� ���g���Ԝp�ٌ�֧�νY�������� �� �� EOS Additive Minds ��t�{���S���Ľ������͑�����LPBF��ˇ�����ԝM�㑪��Ҫ�� �� ���ˇЧ�ʵ��¡�����Ƥ��߀���{�˹�ˇ��������Ҫ�� �� ���õĹ�ˇ������ �p���OӋ׃����������ȫ�o���OӋ׃������˿��Դ���Ȝp�ٳɱ���
��Ƥ���еİ�������KSHP�ğύ�Q����ԓ�ύ�Q���m��EOS�����������O�䣬 ����316L�IJ������ԝM�����ЙCе����ͻ��WҪ��Ȼ�� �� �Y�x�^���� ߀�l�F����Ҫ���M�Ŀ��g������۲��� ��֧�νY�����Եȡ�
���H�H��Ҫ�M������Ҫ�Ľ����Ƕȁ��� �� EOS��KSHP߀�Ԇμ��ɱ��� ���s�Ժ��Ӄrֵ��ָ���u�����������쎧���ĽY�������s�Լ�ָ������s�ԣ�Ҳָ�Ώ��s�� ��KSHP �ğύ�Q�������������@�ĎΏ��s �� ���M�����OӋ�����m�ϳ�Ҏ���졣KSHP �Ćμ��ɱ��Գ�Ŀ�� �� �����Ҫ�M�������OӋ��ˇ���������Ӄrֵ�����漰�������� �� �������Еr�g�����֎�桢�ֲ�ʽ���졢���ƻ���ɳ��m�ԡ����]��KSHP��̎�Ĺ�˾�lչ�A�κͮaƷ�������� �� ������Ҫ�ĸ��Ӄrֵ�@����Ҋһ�ӿ��аl���ڡ�
�ڌ���һ���OӋ�M�Іμ��ɱ� (CPP) �����r���_�l�F꠰l�F��һ����Ҋ�F���Y��֧�����P�ɱ���������������ϵ�y�ɱ�������O��ɱ���ռ�μ��ɱ��ı�������@�N��r��Ҫ�����ڳ��͕r�g�^�L��ɵģ����@�䌍���^����������@�ṩ�˃����C����

��������ϵ�y�ɱ��c�C����ʹ��Ч���������P����ˣ�Խͨ�^���������^�́���������ʣ��㲿���ijɱ���Խ�͡������ǜp���_֧���P�I��
Ӱ�CPP�μ��ɱ��ĵڶ��������Dz��ϳɱ����_�l�F꠰l�F�˲������ķ���ĸ��M���������õ��p������֧�β��ϵĜp�ٿ��Ԝp�� LPBF �������칤ˇ��ʹ�õIJ��ϲ��p�p���� ���@һ��r�������ṩ�o�OӋ�F��M�Ќ�ʩ��
�����������μ��ɱ�߀�и��ƵĿ��g �� ����_�l�F꠲�����Siemens NX �ĽY�������̣������]��Smart Fusion ���ڴ�ӡ���̡�
ͨ�^�����ύ�Q���ĵ�һ��ԭ�ͣ��_�l�F꠰l�F�������P�I���}��׃�Ρ������|�����^��^��ԓ�㲿�������ⲿ CAD ϵ�y���OӋ�� �� Ȼ���� STL ����Ƶ��ļ���ʽ �����ڴ�������ęC����ܛ�������� STL �ļ� �� ����x�����@�Nͨ���x헡�
STL �ļ��Ć��}���� �� ���ڌ��������� ����Ƭ�W�������������CAD�� ���w���|�����ܕ��ܵ�Ӱ푡�ͨ�����ڈA�α��桢 �������������Π��Ͽ����@Щ�^�����ڴ�������w�������@�����회��ļ��M�б�Ҫ���ޏͺ��ģ����ܴ_�����|���Ĵ�ӡ �����⣬�㲿����߀������һЩ֧�Ύ��w����Ŀ���Ǵ_���㲿���c���ͻ���ճ�������ӹ��^���ṩ֧�΅^��
ԓ�㲿���ڴ�ӡ�����Ժ� STL ���������H�������ԣ������Ҫ�M�Ў��w�������ġ���һ�����}��ģ���д����˻�����ۯB�档�_�l�F�����Lԇʹ�� JT���ļ���ʽ���D�Q ���������OӋ�㲿����ϵ�y�ڌ����r���e �� ���½Y�����㡣
�_�l�F��_ʼʹ��Siemens NX�Ԅ��������ޏ͎��w��Ȼ����һЩ���}�^���M���ք���������ȡ�ø��`��ĽY�����Mһ������㲿���|�������һϵ���ĺ��_�l�F�߀���OӋ���ӵ�NX Additive Manufacturing ��C����������C��϶�z�y������ֲڶȡ� �ں��}�ʹ�ӡ�r�g�� ���Ķ��Mһ���_����ӡ�����ԡ�
EOS��Smart Fusion��һ�N���M��ܛ�����ߣ���ʹ���cEOSTATE ExposureOT �O��ϵ�y���ɵķ�����·���{���㲿��������ݔ�롣ExposureOT �əz�y�ۻ��^�����c�^�� ���P�ļ������䡣ͨ�^��ԓ��̖�cĿ�˻Ҷ�ֵ�M�б��^ �� Smart Fusion���c3D��ӡ�C�ļ������ϵ�y�M��ͨ�ţ� �ԃ������m�یӵ�����ݔ�롣�@�N����ݔ��ĄӑB�{�������˟����ֲ����@���p���������֧�νY�����Ҳ�Ӱ푳��͕r�g���c���y��֧�β�����ȣ��������ĵĜp���������Կs�̳��͕r�g���Ķ����ͳɱ���
�����ӡԓ�㲿���r����Ҫ���}֮һ���^�ᣬ�@�������������Լ��Ȳ����wͨ���ı����|���a��ؓ��Ӱ푡�Ӱ푶��ߵ������кܶ࣬���������͡� ��ˇ�������Ҵ�λ�úͱں����ԡ�ͨ��������ͨ�^֧�νY�����Ď��w�������@Щ���ص�Ӱ푣��Ԝp����Ҫ֧�εą^��
�����OӋ�^����CAD����ģ� ����_�l�F�߀����ʹ���Ԅ��OӋ��֧�� �OӋ�κ��܉�����֧�νY����Ȼ���_�l�Fꠌ����\�е�35�ȑҴ��ǣ��@�ǽ��ٷ�ĩ���������������õĵ��ͽǶȡ��c���y��35���OӋ��ƣ������Ùn�K֧���Ͳ��ԕr������ͨ�^�㷨�탞��֧��������������Ķ���Ч�p�����S���t�����⣬�s��֧�γ��͕r�g�ij�Ҋ�{��߀������ʩ���ӷ�����֧�������䁷ۺ���O�Þ��ӡ�㲿������䁷ۺ�ȵăɱ������⣬����ڌ��F���������͏���Ҫ���ͬ�r���S����̫�����Ĵ�ӡ�^�� �� ������һ���̶�����ߒ����ٶȡ�
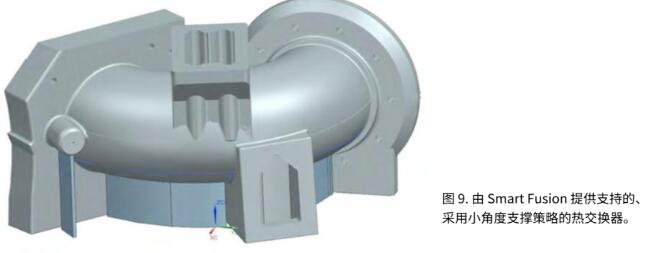
�ڴ�ӡ�^�������� Smart Fusion �����Դ�ӡ���@��С�ĽǶȡ����]���A�Ού�Q���� ���Π� ���_�l�F��x���˃H���w10�����Ҵ��Y���Č��w֧�β��ԡ�
���ĽY���@��ͨ�^�{����ˇ�����ԝM���ض�����Ҫ����s�̳��͕r�g�Լ����w�ɱ��ľ�������ˇ�������{���H�����ڽ��ͳɱ������������ڌ��F�˜ʹ�ˇ�O�ÿ��ܟo�����F�������|��Ŀ�� ������������^�ɵ����a�A�κ̓������a�O�á�
���⣬��Ƥ��߀Ԕ����������C�c�a�I������ă��ݣ���������Ҏ����ģ�M���C���˺��Ԅӻ��� ���a ���������|�������ȣ�����s�OӋ�aƷ�Įa�I�����a�ṩ�ˬF���ɲ����Ĺ��ߡ�
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


