Fe-Si׃�����Fо���������칤ˇ
�r�g��2024-06-20 08:53 ��Դ�������о� ���ߣ�admin ��x����
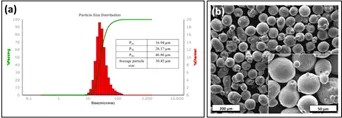
Fe-Si늹����׃�������õij��ò��ϡ��������¿��_˹��W���Fķ�ψF�̽����ʹ��LPBF�Ƃ�Fe-6.5wt%�Ͻ�Ĺ�ˇ���������о��к�������6.5 wt.%���F��늹�䓚��F����ĩƽ�����Ȟ顫30��m��D10��D50��D90�քe��17��26��47��m��
�p�������ԣ�����ÿ���B�m�����֮�g������D�����D67∘���Ӻ�Ⱦ���40��m���D1����ʹ��ֱ����100mm����Ȟ�10mm�IJ��P䓻���������塣
�c�BƬ�Fо��ȣ��˜ʭh��׃����ͨ�����и��ߵ�Ч�ʣ���Ҫ�w���ڌ��Q���Π�;o���ԡ����Q�OӋ�p����©��ͨ���Ķ������Ч�ʲ������˰l���늴Ÿɔ_�����⣬����ͨ�^���M�p����h��о�ăȲ��Y�������׃����Ч�ʣ��h��о�䮔늽��|���p�ٜu�������������w���ܡ���Ŀǰ�Ĺ����У���������˶����h��о�OӋ�������ڃ�����LPBF�������������a�M������������C�����D2�����M�pʽ�OӋ����Stornelli���˵Ĺ�����ֵ��ע����ǣ���ǰ�о����@ʾ�ľ��ЪM�p������о�w�OӋ�������Â��y���g���죬AM�����ṩ��һ�N�����Ɖ����OӋ������ǰ�M��·�����⣬AM߀�ṩ������늹����Si�����Ŀ����ԣ����Mһ��������ܡ�
ʹ��CM�۠t�O����1150∘C���a����������ܶȵ�ԇƬ�����ж�о�OӋ�M��1С�r���˻��̎����Ȼ����ԓ���ϵĽ��h��Ar������M���۠t��s��
������һ���Ȳ��b�ã����ڴ�о�Ľ������Ԝyԇ���D4����ԓ�b�õIJ���ԭ������Rimal����֮ǰ���īI��������̖�l�������Ŵ�����ʾ���������̽ᘺͲ��̽ᘽM�ɡ���24������Ҏ��AWG���~���ăɂ��@�M�p�@��о��������֮ǰ����늹��z�����wÿ��о��늹��z���������DZ��o늾�����߅�����´�Ϳ�Ӳ���ĥ�p����ֹͨ�^о���γɶ�·���ɂ��@�M����50�ѽM�ɣ��g�����������ď����ք��p�@���Է�ֹ늾��Ʉ���λ��
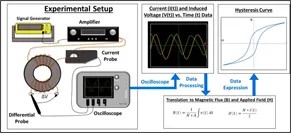
��̖�l�������ڮa���l�ʞ�60Hz��5Vpp�����g늉���������̖���M�Мyԇʹ��AC�������yԇ��Ʒ�a����ͬ�����Ĉ���H��ֵ��ԓ��̖��ݔ�뵽Denon DRA-800H���w������/�Ŵ�����ԓ������/�Ŵ�������̖������40dB���Ŵ���ݔ���B�ӵ���һ���@�M����������ʹ�����̽ᘜy�����^��������������̽����ڜy���ڶ��@�M�ɶ�֮�g�Б���늉��ʹ��Tektronix 3ϵ�л��ʾ����ͬ�rӛ䛃ɂ�̽�^�Ĕ�����������D�Q��ň����ȣ�H��A/m2��ʾ����늉�푑����D�Q���ͨ�ܶȣ�B��T��ʾ������D4��ʾ����о���ܴň�ֱ���_��͡������̘I�Ͽ��I���ĭh�δ�о���ڮ�ǰ������ʹ�õ�ʹ�ͨ���C�B����60 Hz�l���µ�ʣ�ŵ���ֵ֪����C�˜yԇ�Ĝʴ_�ԡ��yԇֵ����֪�h�δ�о��Ʒ�Ĺ������J�Cֵ��5%�ԃȡ��@�N�����ṩ�˿ɿ��Ϳ��ٵķ�������C���������O�õĜʴ_�ԡ�
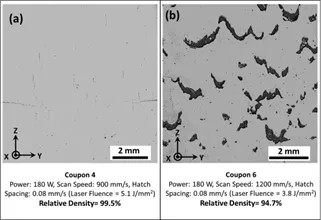
������ԇƬ�������ܶ��M�з������Դ_��׃�����Fо����Ѵ�ӡ��������1�Ј��������ԇ�ӵ������ܶȣ�ʹ��7.44 g/cm3���酢���ܶȡ�������3.8J/mm2����ͼ���ͨ����ԇ�ӣ�ԇ��#5��6���@ʾ������97%�������ܶȣ������@Щ��Ʒ�ļ���̎�텢���ĽM�ϲ�������Ч�̽Y���ϣ���1�����S������������4.7-5.4 J/mm2�����ȵ����ӣ������ܶ�ͨ����~99%����1������ԇ��#3�������ܶȞ�96.1%������ʺ͒����ٶȵĽM�Ͽ��Ԯa�����Ƶ�������ͬ�r�ڲ��σȮa����ͬ�ğ�����WЧ�����@���܌�������푑���׃����ԇ��#3����5.1 J/mm2�ļ�������������ʣ�180 W�������ٶȞ�900 mm/s���M��̎�����c0.05 mm�ļ�����ֱ����ȣ�����܉���دB/�Ӱ�g����0.06 mm���@�N�߶ȵļ���܉���دB���܌����۳ؾֲ����l���a����ף��M���a���^�͵��ܶȡ��S�������������ӵ�5.4J/mm2���ϣ�������ԇ��#1��2�������ܶ��½���98%���¡��@�ɂ�ԇ�Ӷ���7.6J/mm2�ļ���ͨ��������ʣ�180W�͒����ٶȣ�600mm/s���քe�c0.06��0.08mm�Ē����g����ϣ��M��̎�����@�����ڮ�ǰ������̽���������ʺ����������ٶȡ���������@�N����ӹ��l���ĽM�Ϯa�������۳����l�ӵČ��������ļ���-��������õ��I��ģʽ[21]��[36]��[38]���ݻ�����耳��Π���۳��Կ�϶����ʽ�������l�IJ��ϣ��Ķ������^�͵������ܶȡ���LPBF���a�ĺ��F���ϵ���r�£��@�N�����ܶ����鼤��ӹ������ĺ�����څ����ǰ�ѽ�����^�����ڱ�1�е������ܶȔ���������������ܶȞ�94.5%�Ę�Ʒ�У��x����������ܶȞ�99.5%��ԇ��#4��ԇ��#6��������Ԙ�Ʒ������Keyence�����@�R���M����Ƭ�^�졣
#4ԇ�Ӿ�����С�Ŀ�϶�ʺ��Ѽy���D5��a��������#6ԇ���@ʾ���߱�����ȱ�ݣ��D��5��b���Σ���ԇ��#6�еĿ�϶�����ΑB���Ƿ����εģ�����LPBF����IJ���ȱ���ںϺͲ���ȫ�̽Y��ԇ��#6��1200mm/s���^�ߒ����ٶȣ��c180W��0.08mm��œ���g����Y�ϣ��c3.8J/mm2����ͼ���ͨ�����P���@�w������ǰһ������ӑՓ��ȱ���ۺ�ȱ�ݵĮa����
�����Ѽy�Ϳ�϶���ڃȵĹ�ˇȱ�ݽY�������ϵĴŻ�푑���Ӱ푡��@Щȱ�ݘ��ɴŮ����\�ӵć��貿λ��ͬ�r���@�Nȱ��Ҳ�����Ӳ��ϵ����w����ʣ��@���H����ܛ���Բ��Ϝp�ٜu���p�ĵ�Ҫ�M����ˣ��S�C�a����ȱ�ݽY���Dz���ȡ�ģ��������Ӱ�ܛ��푑��Լ��Cе���ܵĺ������͡��M���@Щ����ֱ�^��֪�ģ����ڹ��_�īI�У��Pע�Ѽy�Ϳ�϶�ʌ�ܛ������Ӱ푵�ϵ�y����/��Ӌ���о��ƺ����١����磬Yan���˵������о�֮һ��ʹ��Ƕ��ԭ�ӷ��о����Ѽy�����F��Ĥ�д�����s�ʹžص�Ӱ�]���Y����������Ӵň��������Ѽy��ȡ���ϵ�푑���Ӱ푡����Ѽy�c���늈�ƽ�Еr�����Ϻ����״Ż������⣬ȱ��֮�g���g��Ҳ�ڛQ���Ż�푑�����l�]�����á�ȱ��֮�g�^С���g�����´Ż��^����ȱ���g������á��M����ˣ��oՓ�Ѽyȱ�ݵķ����Ժ��g����Σ������Ӵň������ڲ������_��͡����b�ڴˣ�������Ѽ�����������1���ͽ�ȫ�ܶȺͽ��oȱ������Ĺ�W�^��Y�����D5��a�������x��#4ԇ���M���Mһ����Ԕ����������AM��ӡ���˻�l���£���#4ԇ�ӵ�����^�Y����׃���䌦�����ܵ�Ӱ��M���˙z�顣
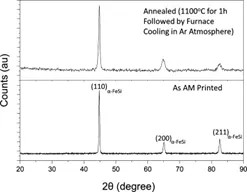
�M��XRD�ԙz����ԇ��#4���˻�̎��֮ǰ��֮����ڵ��ࡣAM��ӡ���˻��Ʒ�����F����-FeSi��ķ�ֵ���D6��������AM��ӡ�Ę�Ʒ��AM���g�Ŀ�����s���������˽M��Siԭ�ӵĔUɢ�����γ������B2/DO3�ࡣ�෴�������c̎�����P�ľ���������W��AM��ӡ��Ʒ�ij�Ҏ�˻���܌�����������γɣ���B2/DO3���˻��^���о����t��s�����^�ׂ�С�r�����g����650��ĜضȞ�Siԭ�ӔUɢ�ṩ�����ĕr�g���Ķ���׃�������B2/DO3���M��XRD����z�y�O�ރȃH�������ڦ�-FeSi�࣬��ʹ���˻��Ҳδ�ܙz�y���κ������B2/DO3�࣬����һ����������TEM����D�C����������Ĵ��ڡ���ǰ���������c�ǃ�����ˇ���������ṩһ�M�����OӋ���������C��������һ�����о�������AM��ӡ���˻��Ʒ�ľ����Y����׃��
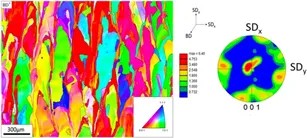
�D7�͈D8�е�EBSD�����քe�@ʾ���cAM��ӡ���˻��Ʒ�ľ�����BD�ľ��w�W���ΑBȡ�����P����Ϣ��IPF�D�ͼy��D��������AM��ӡ�Ę�Ʒ�У����������׃����001�w�S�y������BD�������ΑB���������D7���������Y�����@�N���@��׃�c�۳ȿ��ٟ��ݶȺͿ����������ʵķֲ��Լ�bcc������001�ğ�����������P���Ķ��a������001�w�S���������@�����^�Y��������ǰ�̽Y�ČӲ����ۻ��r������������ͨ�^�ׂ�AM���e�ӵ����w�lչ�l��������ǰ�ӵij��e��������Ӿ������L���Ķ�����001�w�S�̻������Įa�������⣬������ƺ����о�����ȡ���D7�е�IPF�D�����@�������ښ���������
�c����LPBF�����켼�g���P�Ľ���ƽ�������W���ܕ�ʹ���Ͻ��v���ټӟ�/�ټӟ����sѭ�h��104∘C/s�����M���a��������������Ԕ�����f��ʹ�ü�����������챾�|����һ�N��܉�����ӹ�ˇ����ĩ��ʽ�IJ��Ͻ��v���ټӟᣨ>103∘C/s����Ȼ���ۻ���ͬ�ӏ��ҵĿ�����s��>103 ; C/s������̓�Mλ�ù̽Y�����ڒ��������ӵ����һ������܉�E���g�̽Y�IJ����⣬�ڽo������̎���~��ļ���܉�E�����⣬��������������������픲������˶��ӡ��@�N��܉�����ӹ�ˇ���¶����ӟ�/�ټӟ����sѭ�h�������c��܉������LPBF���P�Ĝضȃ��ڵĿ��ٕr�g�Ϳ��g׃�����ᚈ���������������a�IJ�������׃�������������^���Юa���ğᚈ�������⣬���ڸ��N��͵�ұ��̑B��׃�������̲�����Ҳ���a���ᑪ����ͬ�r������s�����ۻ��ض����¡����������������@ʾ��D7��as AM��ӡ��Ʒ��IPF�D���^�쵽�ľ�����ȡ��
�෴����̎���Ʒ���v�ˏV���ľ������L���Ħ�m��mm�ij߶ȣ��D8�е�IPF�D����ֵ��ע����ǣ������ƺ��]�о�����ȡ���@�����˻�̎���^���Б���ጷ��Լ����Ӿ������L�����������ע����ǣ����ڟ�̎��AM��Ʒ�еľ����dz��D8������ʹ����EBSD�����ıM���ܵ͵ķŴ������M�д���e���裬Ҳ�o���C���κ����_�ľ��w�Y���İlչ��
����AM��ӡ�͟�̎����AM��Ʒ�M�����Mһ��Ԕ���Ļ���TEM���^�Y��/�������AM��ӡ��Ʒ�еľ������F����λ�e�ܶȺ́�����Ĵ��ڣ��D9����ͬ�ӣ��@Щ����������������ǰ�����c����LPBF��AM���P�Ŀ��ٟ�����W�����е��A�ڴ�ğᑪ���������@���ľ���׃�����⣬AM��ӡ�Ę�Ʒ�@ʾ���ڦ�-FeSi�ࣨ�D9��a��������AM��ӡ��Ʒ�˻���^�쵽������λ�e�ܶ��@�����ͣ����������������D9��b��������TEM�z���^�����^�쵽�ij������䣨�D9��b����������B2/DO3����غ������c���A����AM��ӡ��Fe-6.5 wt%Si���ϵ��˻�̎���^�����γ�[41]����DO3���B2/020�c��010�c�Ĕz��DF�D���@ʾ�˾����߶���ĽY�����D�еIJ���DF�D��9��b������AM��ӡ���˻��Ʒ�е��@�N���@���^�Y����AӋ����ӳ���@Щ��Ʒ�Ĵ�푑��У�����С��������
���Ø���BD�����Լ�ƽ����ʩ�ӈ��M�П�̎��֮ǰ��֮����AM��ӡ��ԇ��#4���M��VSM��
���ȷ���AM��ӡ���D10��a��������BD��ֱ�ں�ƽ���ڈ��r��Msֵ�քe��188��197 A.m2/kg��BD������ƽ������ʩ�ӈ�������AM��ӡ��ԇ�ӵ�Hciֵ�քe��178��165A/m����BD��ֱ�ں�ƽ������ʩ�ӵĈ��r��Mrֵ�քe��0.08��0.11 A.m2/kg��AM����Ę�Ʒ�ĸ���������ɔ�ֵ���ԭ��
AM��ӡԇ�ӵĴŻ��ʣ���m��Ҳ�^�쵽��Ƶĸ����ԣ��D10��a�������@�ӵ�푑���������BD��ܛ�����������^�á����ô�ֱ��BD�Ĉ��yԇ��Ʒ�r�����ڲ�ͬ�������^�Y�����ث@�ľ���֔����ߣ�������ƽ����BD�r����ʩ�ӵĈ��ث@�ľ������Ҫ�͵öࡣ�����AӋ�����ƴŮ��ڵ��\�ӣ��Ķ�ʹ�����y�ԴŻ������š�

��AM��ӡ��ԇ��#4�˻���@�N�������ƺ��ѻ�����С������������D10��b�������oՓBD�Ĝyԇ������Σ�Ms���顫190 A.m2/kg������Ʒ��1150�����˻�1С�r��Ȼ���M���۠t��s���Y����Hci�oՓ�yԇ������Σ��@Щֵ����������AM��ӡֵ�Ľ�һ����90A/m���@��Mrֵ��0.05A.m2/kg����6.0-6.5��10−4m3/kg���˻��ȣ���mֵ׃����������
�˻���^�͵�Hciֵ���D10��a���͈D10��b���������ڑ��������;����ֻ����D7���D8������Herzer����������Y����mm�L�߶ȣ������˴����ܣ������ʩ�Ӵň����^���У����ڲ��������l���ľ�����ʽ�Ą݉���
���⣬�ڑ��������Ę�Ʒ��Ҳ���������ȡ���D8��b����9��b�������@�����ڴŻ��������ԣ��Ķ�����ܛ�����ܡ����⣬��������˻�̎�����γ�������������FeSi늹�䓵�ܛ�����ܡ���ˣ��˻�r���������������ֻ�������׃�ľC�����Ì���AM���a��Fe-6.5wt%Si늹���и���ͬ��ܛ��푑��ĸ��ơ��@Щ�l�F�ڽM�ɲ�������u�����Ժ��ĵ���ʽ�õ����Mһ����ӳ�����⣬����о�M���˜yԇ���ó����OӋ����푑���Ӱ푡�
��������N�M�p�D�����~�������о�����Џ�ȫ���ģ�6.35 mm2���������OӋ��3.25 mm2���Ŀ�׃�M������e���D2����AM�����о��AM��ӡ�Ġ�B���M�Мyԇ���D11��a�������˻�l�����D11��b���������ԇ�ӡ����ȣ���AM��ӡ�l������r�£��c�����c����S�δŜ��������P�ĪM�p��о��ȣ�����о��B-H�����ƺ����ЙE�A�Π���и������������D10��a���������Ĵ�о��B-H�����Č����Ա����ڴŻ�-����ѭ�h���g���и��ߵ������pʧ���M�p�������@Ȼ�p����B-H��������������e���Ķ���������ܡ�ͨ����AM�a����о���˻�pС��B-H�����ijߴ磬ͬ�r�c������AM��ӡ��Ʒ��ȣ��ͨ����Bs�����ӣ��D11��B���������˻�̎��֮�M�p�OӋо�^�m���F���^խ��S��B-H��������һ���棬����о��B-H�����ƺ�����B�S�Uչ��ͬ�r��H�S�Ͼ������ƵĽؾಢ���֙E�A�Ρ����˫@���P���OӋ���˻�̎�팦AM���a�Ĵ�о��ܛ��푑���Ӱ푵��Mһ�������Ͷ�����������B-H��������ȡBs���C�B����Hc����ʣ�ţ�Br���ʹ�о�p�ĵ�ֵ���������ʾ���о����e�ĺ�����

Bs�ƺ���0.25-0.35T��խ������׃�����]�����@��څ������AM��ӡо�ęM����e�ĺ������D12��a�������˻���c������AM��ӡ�l����ȣ�����о���ͨ����0.40-0.50T���_���������ӣ����]���^�쵽����M����e�ĺ�����څ�ݡ���һ���棬���ЪM�p��as AM��ӡо��Hcֵ���@���ڹ��was AM��ӡ��о���D12��b�������c������AM��ӡ�l����ȣ��˻�̎���ƺ�������Hc���@����ܛ�������������ơ�������AM��ӡ�l���¾��ЪM�p�OӋ��о��Hc�ƺ��S���M����e�����Ӷ������½����D12��b�������˻������С�M����e��3.25 mm2���������OӋ�����Мyԇ���OӋ�б��F����͵�Hcֵ���D12��b�������@�N�О���Ի����^�Y������׃����ጡ�����AM��ӡ�Ę�Ʒ����BD��׃������001���̼y������������D7�����AӋ���^����о�����磬�_ʼ�OӋ���D2�������������^���п��ܕ����v�������s/���͵ı��ء����@�N��r�£��@�����¾���������������֪���ڎװ٦�m�ľ����ߴ緶���ȣ������^���ĽY�������¸��ߵijC�B����Ȼ�����˻�����ߴ��ڎ��ķ��������ӣ��D8�����@�Ӵ�ľ����AӋ��ռ��о�������ں���ˣ��AӋmm�����Ⱦ����ߴ�����ӌ��@�����Ͳ��ϵ�Hc���Y�����c������AM��ӡ�l����ȣ�����о���˻�r�����v��Hc�Ľ��͡���ˣ���������С��Ч�M����������OӋ������͵�Hcֵ�r��Ӱ푻�pС�ęM������e�����@�ġ�ͨ����AM��ӡ��Ʒ��Brֵ�����������˻��Ʒ���D12��c�������˻��Ʒ��Br�����������@�ģ�B-H������׃խ�����˻��ܛ�����ܵĸ��ơ��@Щ�Y���cVSM���^��Y���ǻ��a�ģ��D10����

����B-H�����ȵ���e��ӋAM��ӡ���˻���о��о�p�ģ��D12��d�������ڌ���о����r�£��˻�̎����о�p���ƺ����ӡ���ǰһ�����������Ďrо��B-H������B�����ϔUչ��ͬ�r��H�S�ϱ������ƵĽؾ࣬�����h����������e���ӣ��D12��d���IJ�D������о�p�������±��_ʽ��ʾ�ăɂ������ɷֽM��
 �Ŝ��p���c�����ߴ��ƽ�����ɷ��ȡ���ľ����ߴ����S�Ů����ڛ]���κ��ϵK����r���\�ӡ���ˣ��־������ϱ��F���^�͵ĴŜ��p�ġ���һ���棬�u���p���c�����ߴ��ƽ���������ȡ������ߴ�����Ӝp���˾�����e��������ʩ�ӵ�AC늈��¸Б��u���������^�͡���ˣ����w�����Ͻ��v���̶߳ȵĜu���p�ġ�
�Ŝ��p���c�����ߴ��ƽ�����ɷ��ȡ���ľ����ߴ����S�Ů����ڛ]���κ��ϵK����r���\�ӡ���ˣ��־������ϱ��F���^�͵ĴŜ��p�ġ���һ���棬�u���p���c�����ߴ��ƽ���������ȡ������ߴ�����Ӝp���˾�����e��������ʩ�ӵ�AC늈��¸Б��u���������^�͡���ˣ����w�����Ͻ��v���̶߳ȵĜu���p�ġ�
��Ŀǰ����r�£��˻�����ߴ������ӣ��D8�������⣬�ڌ���о����r�£��������L�������ܳ��^��1cm3ԇ�ӵ���r���^�쵽�ľ����ߴ硣�@�N�ֲڵ��^�Y�����ܕ����v���ߵĜu���p�ķ������͵ĴŜ��p�ġ��Y�����˻�̎�����wAM��ӡ��Ʒ��Bsֵ���ӣ��D12��a���ͣ�d���еIJ�D������һ���棬�C�B���]������Ƶı������ͣ��D12��b���ͣ�d���еIJ�D�����˻��Ĺ��wAM��ӡо���@�N��Bs��Hc�ĽM�ό����cAM��ӡ��B���о�p�����ӣ��D12��a�����D12��b���͈D12��d������
��һ���棬���и��N�M�p�D����as AM��ӡо��о�p�ıȌ���о�ͼs5�������⣬�˻��Ĵ�о�p�����н��ͣ��@�����ڴ��ڪM�p�Ĵ�о����r�£�ܛ�������Mһ����ߣ��D12��d�������m���ڮ�ǰ�����ĪM�p�OӋAM��ӡо�ıں��1mm�Ĕ���������ˣ��c���wAM��ӡо��ȣ��������˻�̎�����g�ľ����ֻ�����ˣ��˻�M�p�OӋ�ĭh�δ�о���Ѓ�����ܛ�����ܣ��D12�������w���ԣ��ڜyԇ��Ʒ�У��˻�l���µ������OӋо�ṩ�˺����ߵ�Bs����͵�Hc���͵�Br����͵�о�p�ĵ���ѽM�ϣ��D12����
Ŀǰ���о��z����Fe-6.5wt%Si׃����䓵�LPBF���졣̽ӑ�˸��N��ˇ�����ԃ������졣����ʞ�180 W�������ٶȞ�900 mm/s�������g����0.08 mm���Ӻ��40��m������D50�ͷ�ĩ��ƽ��������26��30��m�����ṩ��99.5%����������ܶȡ�AM��ӡ��Ʒ��Ҫ���v��001�w�S������BD����׃��AM��ӡ��Ʒ�@ʾ�����٦�m�����ľ�������1150∘C��AM��ӡ��Ʒ�M��1С�r�˻�����ߴ�ֻ������ס��˻�̎����-FeSi���w���γ������B2/DO3�ࡣ
���������������ֻ������ݻ��ĽY�ώ������˷�������ԣ���������Hci���ϵġ�50%����ܛ�������������ƣ�Hci�c�˻�r��90A/m��ȣ�����AM��ӡ��Ʒ��BD�քe��178��165A/m�������˾��в�ͬ�M����e�ĸ��Nо�w�OӋ���c������AM��ӡ�l����ȣ��˻�̎��������Bs������Hc��Br��о�p�ķ��������о��ܛ�����ܡ��ڜyԇ��Ʒ�У��˻�l���µ������OӋо�ęM����e��С����3.25 mm2���@ʾ����ѵ�ܛ�����ܽM�ϡ����w���ԣ������OӋ��Bs��0.42 T��Hc��65 A/m��Br��0.27 T�����ēp�Ğ�111 J/m3���������Ķ��ԣ��˻��Ĺ��wо���F��Bs��Hc��Br��о�p�ķքe��0.41-0.46T��375-410A/m��0.38-0.45T��631-632J/m3�ķ����ȡ�Ŀǰ�Ĺ����C����AM�ڌ�ʩ�µ��OӋ���������ܛ�ų��h���о���ܷ����������
���PՓ��
Additive manufacturing of Fe-6.5 wt.%Si transformer steel toroidal cores: Process optimization, design aspects, and performance
���P朽�
https://doi.org/10.1016/j.matdes.2024.112883
�D1��Fe-6.5wt%Si��ĩ��������a��ͨ�^�������䷨�y���w���ߴ�ֲ�����b�� SEM�@��Ƭ�@ʾ�˷�ĩ�w���������ΑB��
�p�������ԣ�����ÿ���B�m�����֮�g������D�����D67∘���Ӻ�Ⱦ���40��m���D1����ʹ��ֱ����100mm����Ȟ�10mm�IJ��P䓻���������塣
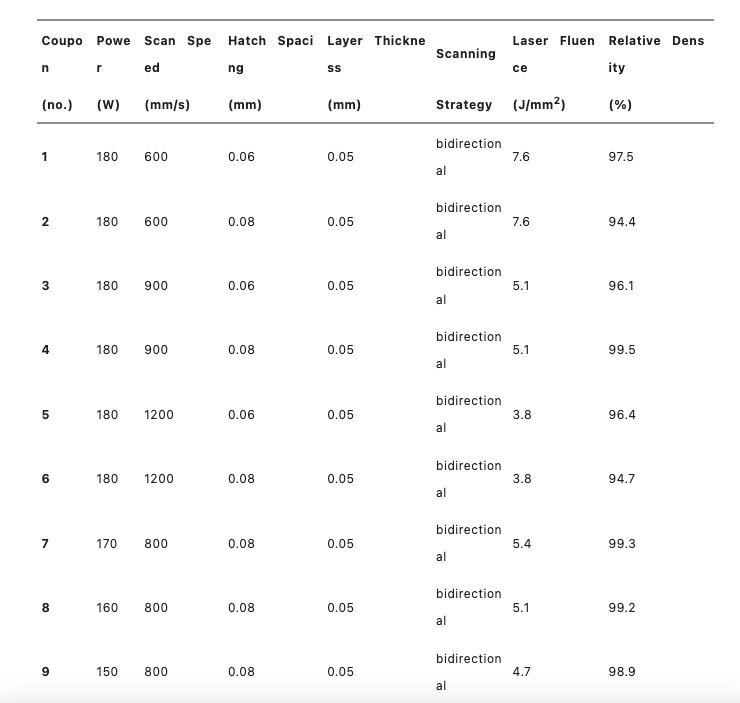
��1�������^����Fe-6wt%SiԇƬ��LPBF��ˇ������
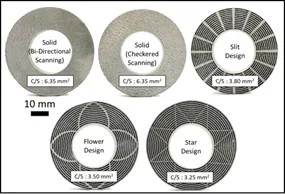
�c�BƬ�Fо��ȣ��˜ʭh��׃����ͨ�����и��ߵ�Ч�ʣ���Ҫ�w���ڌ��Q���Π�;o���ԡ����Q�OӋ�p����©��ͨ���Ķ������Ч�ʲ������˰l���늴Ÿɔ_�����⣬����ͨ�^���M�p����h��о�ăȲ��Y�������׃����Ч�ʣ��h��о�䮔늽��|���p�ٜu�������������w���ܡ���Ŀǰ�Ĺ����У���������˶����h��о�OӋ�������ڃ�����LPBF�������������a�M������������C�����D2�����M�pʽ�OӋ����Stornelli���˵Ĺ�����ֵ��ע����ǣ���ǰ�о����@ʾ�ľ��ЪM�p������о�w�OӋ�������Â��y���g���죬AM�����ṩ��һ�N�����Ɖ����OӋ������ǰ�M��·�����⣬AM߀�ṩ������늹����Si�����Ŀ����ԣ����Mһ��������ܡ�
�D2��LPBF�����Fe-6.5wt%���N�OӋ�Ĺ�о��
ʹ��CM�۠t�O����1150∘C���a����������ܶȵ�ԇƬ�����ж�о�OӋ�M��1С�r���˻��̎����Ȼ����ԓ���ϵĽ��h��Ar������M���۠t��s��
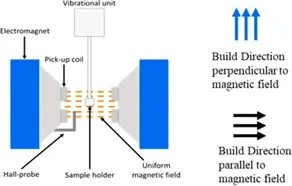
�D3�����ڜy���~�����a��ԇ�ӵĴ������ܵ�VSM�O��ʾ��D��
������һ���Ȳ��b�ã����ڴ�о�Ľ������Ԝyԇ���D4����ԓ�b�õIJ���ԭ������Rimal����֮ǰ���īI��������̖�l�������Ŵ�����ʾ���������̽ᘺͲ��̽ᘽM�ɡ���24������Ҏ��AWG���~���ăɂ��@�M�p�@��о��������֮ǰ����늹��z�����wÿ��о��늹��z���������DZ��o늾�����߅�����´�Ϳ�Ӳ���ĥ�p����ֹͨ�^о���γɶ�·���ɂ��@�M����50�ѽM�ɣ��g�����������ď����ք��p�@���Է�ֹ늾��Ʉ���λ��
�D4�����ڜyԇAM��ӡ��о�Ĵ������ܵăȲ��������b�á���̖���x��B���Ż����ȣ�H��ʩ�ӵĈ���V��늉���t���r�g��N���є���A����о��e��I�������l����о�OӋ�ṩ��ƽ�����ɳ̡�
��̖�l�������ڮa���l�ʞ�60Hz��5Vpp�����g늉���������̖���M�Мyԇʹ��AC�������yԇ��Ʒ�a����ͬ�����Ĉ���H��ֵ��ԓ��̖��ݔ�뵽Denon DRA-800H���w������/�Ŵ�����ԓ������/�Ŵ�������̖������40dB���Ŵ���ݔ���B�ӵ���һ���@�M����������ʹ�����̽ᘜy�����^��������������̽����ڜy���ڶ��@�M�ɶ�֮�g�Б���늉��ʹ��Tektronix 3ϵ�л��ʾ����ͬ�rӛ䛃ɂ�̽�^�Ĕ�����������D�Q��ň����ȣ�H��A/m2��ʾ����늉�푑����D�Q���ͨ�ܶȣ�B��T��ʾ������D4��ʾ����о���ܴň�ֱ���_��͡������̘I�Ͽ��I���ĭh�δ�о���ڮ�ǰ������ʹ�õ�ʹ�ͨ���C�B����60 Hz�l���µ�ʣ�ŵ���ֵ֪����C�˜yԇ�Ĝʴ_�ԡ��yԇֵ����֪�h�δ�о��Ʒ�Ĺ������J�Cֵ��5%�ԃȡ��@�N�����ṩ�˿ɿ��Ϳ��ٵķ�������C���������O�õĜʴ_�ԡ�
������ԇƬ�������ܶ��M�з������Դ_��׃�����Fо����Ѵ�ӡ��������1�Ј��������ԇ�ӵ������ܶȣ�ʹ��7.44 g/cm3���酢���ܶȡ�������3.8J/mm2����ͼ���ͨ����ԇ�ӣ�ԇ��#5��6���@ʾ������97%�������ܶȣ������@Щ��Ʒ�ļ���̎�텢���ĽM�ϲ�������Ч�̽Y���ϣ���1�����S������������4.7-5.4 J/mm2�����ȵ����ӣ������ܶ�ͨ����~99%����1������ԇ��#3�������ܶȞ�96.1%������ʺ͒����ٶȵĽM�Ͽ��Ԯa�����Ƶ�������ͬ�r�ڲ��σȮa����ͬ�ğ�����WЧ�����@���܌�������푑���׃����ԇ��#3����5.1 J/mm2�ļ�������������ʣ�180 W�������ٶȞ�900 mm/s���M��̎�����c0.05 mm�ļ�����ֱ����ȣ�����܉���دB/�Ӱ�g����0.06 mm���@�N�߶ȵļ���܉���دB���܌����۳ؾֲ����l���a����ף��M���a���^�͵��ܶȡ��S�������������ӵ�5.4J/mm2���ϣ�������ԇ��#1��2�������ܶ��½���98%���¡��@�ɂ�ԇ�Ӷ���7.6J/mm2�ļ���ͨ��������ʣ�180W�͒����ٶȣ�600mm/s���քe�c0.06��0.08mm�Ē����g����ϣ��M��̎�����@�����ڮ�ǰ������̽���������ʺ����������ٶȡ���������@�N����ӹ��l���ĽM�Ϯa�������۳����l�ӵČ��������ļ���-��������õ��I��ģʽ[21]��[36]��[38]���ݻ�����耳��Π���۳��Կ�϶����ʽ�������l�IJ��ϣ��Ķ������^�͵������ܶȡ���LPBF���a�ĺ��F���ϵ���r�£��@�N�����ܶ����鼤��ӹ������ĺ�����څ����ǰ�ѽ�����^�����ڱ�1�е������ܶȔ���������������ܶȞ�94.5%�Ę�Ʒ�У��x����������ܶȞ�99.5%��ԇ��#4��ԇ��#6��������Ԙ�Ʒ������Keyence�����@�R���M����Ƭ�^�졣
#4ԇ�Ӿ�����С�Ŀ�϶�ʺ��Ѽy���D5��a��������#6ԇ���@ʾ���߱�����ȱ�ݣ��D��5��b���Σ���ԇ��#6�еĿ�϶�����ΑB���Ƿ����εģ�����LPBF����IJ���ȱ���ںϺͲ���ȫ�̽Y��ԇ��#6��1200mm/s���^�ߒ����ٶȣ��c180W��0.08mm��œ���g����Y�ϣ��c3.8J/mm2����ͼ���ͨ�����P���@�w������ǰһ������ӑՓ��ȱ���ۺ�ȱ�ݵĮa����
�D5����a��ԇ��#4�ͣ�b��ԇ��#6�ęM����ļ����@�R�D��
�����Ѽy�Ϳ�϶���ڃȵĹ�ˇȱ�ݽY�������ϵĴŻ�푑���Ӱ푡��@Щȱ�ݘ��ɴŮ����\�ӵć��貿λ��ͬ�r���@�Nȱ��Ҳ�����Ӳ��ϵ����w����ʣ��@���H����ܛ���Բ��Ϝp�ٜu���p�ĵ�Ҫ�M����ˣ��S�C�a����ȱ�ݽY���Dz���ȡ�ģ��������Ӱ�ܛ��푑��Լ��Cе���ܵĺ������͡��M���@Щ����ֱ�^��֪�ģ����ڹ��_�īI�У��Pע�Ѽy�Ϳ�϶�ʌ�ܛ������Ӱ푵�ϵ�y����/��Ӌ���о��ƺ����١����磬Yan���˵������о�֮һ��ʹ��Ƕ��ԭ�ӷ��о����Ѽy�����F��Ĥ�д�����s�ʹžص�Ӱ�]���Y����������Ӵň��������Ѽy��ȡ���ϵ�푑���Ӱ푡����Ѽy�c���늈�ƽ�Еr�����Ϻ����״Ż������⣬ȱ��֮�g���g��Ҳ�ڛQ���Ż�푑�����l�]�����á�ȱ��֮�g�^С���g�����´Ż��^����ȱ���g������á��M����ˣ��oՓ�Ѽyȱ�ݵķ����Ժ��g����Σ������Ӵň������ڲ������_��͡����b�ڴˣ�������Ѽ�����������1���ͽ�ȫ�ܶȺͽ��oȱ������Ĺ�W�^��Y�����D5��a�������x��#4ԇ���M���Mһ����Ԕ����������AM��ӡ���˻�l���£���#4ԇ�ӵ�����^�Y����׃���䌦�����ܵ�Ӱ��M���˙z�顣
�M��XRD�ԙz����ԇ��#4���˻�̎��֮ǰ��֮����ڵ��ࡣAM��ӡ���˻��Ʒ�����F����-FeSi��ķ�ֵ���D6��������AM��ӡ�Ę�Ʒ��AM���g�Ŀ�����s���������˽M��Siԭ�ӵĔUɢ�����γ������B2/DO3�ࡣ�෴�������c̎�����P�ľ���������W��AM��ӡ��Ʒ�ij�Ҏ�˻���܌�����������γɣ���B2/DO3���˻��^���о����t��s�����^�ׂ�С�r�����g����650��ĜضȞ�Siԭ�ӔUɢ�ṩ�����ĕr�g���Ķ���׃�������B2/DO3���M��XRD����z�y�O�ރȃH�������ڦ�-FeSi�࣬��ʹ���˻��Ҳδ�ܙz�y���κ������B2/DO3�࣬����һ����������TEM����D�C����������Ĵ��ڡ���ǰ���������c�ǃ�����ˇ���������ṩһ�M�����OӋ���������C��������һ�����о�������AM��ӡ���˻��Ʒ�ľ����Y����׃��
�D6���˻�ǰ���ԇ��#4��XRD���V��
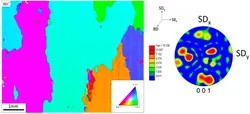
�D7�͈D8�е�EBSD�����քe�@ʾ���cAM��ӡ���˻��Ʒ�ľ�����BD�ľ��w�W���ΑBȡ�����P����Ϣ��IPF�D�ͼy��D��������AM��ӡ�Ę�Ʒ�У����������׃����001�w�S�y������BD�������ΑB���������D7���������Y�����@�N���@��׃�c�۳ȿ��ٟ��ݶȺͿ����������ʵķֲ��Լ�bcc������001�ğ�����������P���Ķ��a������001�w�S���������@�����^�Y��������ǰ�̽Y�ČӲ����ۻ��r������������ͨ�^�ׂ�AM���e�ӵ����w�lչ�l��������ǰ�ӵij��e��������Ӿ������L���Ķ�����001�w�S�̻������Įa�������⣬������ƺ����о�����ȡ���D7�е�IPF�D�����@�������ښ���������
�c����LPBF�����켼�g���P�Ľ���ƽ�������W���ܕ�ʹ���Ͻ��v���ټӟ�/�ټӟ����sѭ�h��104∘C/s�����M���a��������������Ԕ�����f��ʹ�ü�����������챾�|����һ�N��܉�����ӹ�ˇ����ĩ��ʽ�IJ��Ͻ��v���ټӟᣨ>103∘C/s����Ȼ���ۻ���ͬ�ӏ��ҵĿ�����s��>103 ; C/s������̓�Mλ�ù̽Y�����ڒ��������ӵ����һ������܉�E���g�̽Y�IJ����⣬�ڽo������̎���~��ļ���܉�E�����⣬��������������������픲������˶��ӡ��@�N��܉�����ӹ�ˇ���¶����ӟ�/�ټӟ����sѭ�h�������c��܉������LPBF���P�Ĝضȃ��ڵĿ��ٕr�g�Ϳ��g׃�����ᚈ���������������a�IJ�������׃�������������^���Юa���ğᚈ�������⣬���ڸ��N��͵�ұ��̑B��׃�������̲�����Ҳ���a���ᑪ����ͬ�r������s�����ۻ��ض����¡����������������@ʾ��D7��as AM��ӡ��Ʒ��IPF�D���^�쵽�ľ�����ȡ��
�D7��ԇ��#4��AM��ӡ��B�µ�IPF�D�ͼy��D���@ʾ���������������������ΑB��001���̼y������׃��������ڶ���AM��ӡ�������죬���Ӻ�Ȟ�40��m��
�D8���˻�̎�����ԇ��#4��IPF�D�ͼy��D��ʾ�ˎ��������ľ����ߴ硣
�෴����̎���Ʒ���v�ˏV���ľ������L���Ħ�m��mm�ij߶ȣ��D8�е�IPF�D����ֵ��ע����ǣ������ƺ��]�о�����ȡ���@�����˻�̎���^���Б���ጷ��Լ����Ӿ������L�����������ע����ǣ����ڟ�̎��AM��Ʒ�еľ����dz��D8������ʹ����EBSD�����ıM���ܵ͵ķŴ������M�д���e���裬Ҳ�o���C���κ����_�ľ��w�Y���İlչ��
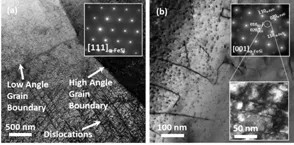
����AM��ӡ�͟�̎����AM��Ʒ�M�����Mһ��Ԕ���Ļ���TEM���^�Y��/�������AM��ӡ��Ʒ�еľ������F����λ�e�ܶȺ́�����Ĵ��ڣ��D9����ͬ�ӣ��@Щ����������������ǰ�����c����LPBF��AM���P�Ŀ��ٟ�����W�����е��A�ڴ�ğᑪ���������@���ľ���׃�����⣬AM��ӡ�Ę�Ʒ�@ʾ���ڦ�-FeSi�ࣨ�D9��a��������AM��ӡ��Ʒ�˻���^�쵽������λ�e�ܶ��@�����ͣ����������������D9��b��������TEM�z���^�����^�쵽�ij������䣨�D9��b����������B2/DO3����غ������c���A����AM��ӡ��Fe-6.5 wt%Si���ϵ��˻�̎���^�����γ�[41]����DO3���B2/020�c��010�c�Ĕz��DF�D���@ʾ�˾����߶���ĽY�����D�еIJ���DF�D��9��b������AM��ӡ���˻��Ʒ�е��@�N���@���^�Y����AӋ����ӳ���@Щ��Ʒ�Ĵ�푑��У�����С��������
�D9��AM��ӡ��Fe-6.5wt.%Si��TEM����#4����a���ڲ�D��b���У�AM��ӡ��Ʒ��BF�D���@ʾ�˦�-FeSi���λ�e���ȶȺ�SADP�D�����@ʾ�˟oλ�e���w�����ϽǵIJ�D�@ʾ�˾��г�����B2/DO3���c��SADP�����½Dz�D�е�DF�D���Ǐ�010
B2/020 DO3�c�@�õģ���ʾ�˾����ij߶�������
���Ø���BD�����Լ�ƽ����ʩ�ӈ��M�П�̎��֮ǰ��֮����AM��ӡ��ԇ��#4���M��VSM��
���ȷ���AM��ӡ���D10��a��������BD��ֱ�ں�ƽ���ڈ��r��Msֵ�քe��188��197 A.m2/kg��BD������ƽ������ʩ�ӈ�������AM��ӡ��ԇ�ӵ�Hciֵ�քe��178��165A/m����BD��ֱ�ں�ƽ������ʩ�ӵĈ��r��Mrֵ�քe��0.08��0.11 A.m2/kg��AM����Ę�Ʒ�ĸ���������ɔ�ֵ���ԭ��
AM��ӡԇ�ӵĴŻ��ʣ���m��Ҳ�^�쵽��Ƶĸ����ԣ��D10��a�������@�ӵ�푑���������BD��ܛ�����������^�á����ô�ֱ��BD�Ĉ��yԇ��Ʒ�r�����ڲ�ͬ�������^�Y�����ث@�ľ���֔����ߣ�������ƽ����BD�r����ʩ�ӵĈ��ث@�ľ������Ҫ�͵öࡣ�����AӋ�����ƴŮ��ڵ��\�ӣ��Ķ�ʹ�����y�ԴŻ������š�
�D10��AM��ӡ��Fe-6.5wt.% Si��M-H�����ӱ�#4����a����AM��ӡ�ͣ�b��AM��ӡ��Ȼ����1150������Ar���˻�1С�r��Ȼ��t��s��
��AM��ӡ��ԇ��#4�˻���@�N�������ƺ��ѻ�����С������������D10��b�������oՓBD�Ĝyԇ������Σ�Ms���顫190 A.m2/kg������Ʒ��1150�����˻�1С�r��Ȼ���M���۠t��s���Y����Hci�oՓ�yԇ������Σ��@Щֵ����������AM��ӡֵ�Ľ�һ����90A/m���@��Mrֵ��0.05A.m2/kg����6.0-6.5��10−4m3/kg���˻��ȣ���mֵ׃����������
�˻���^�͵�Hciֵ���D10��a���͈D10��b���������ڑ��������;����ֻ����D7���D8������Herzer����������Y����mm�L�߶ȣ������˴����ܣ������ʩ�Ӵň����^���У����ڲ��������l���ľ�����ʽ�Ą݉���
���⣬�ڑ��������Ę�Ʒ��Ҳ���������ȡ���D8��b����9��b�������@�����ڴŻ��������ԣ��Ķ�����ܛ�����ܡ����⣬��������˻�̎�����γ�������������FeSi늹�䓵�ܛ�����ܡ���ˣ��˻�r���������������ֻ�������׃�ľC�����Ì���AM���a��Fe-6.5wt%Si늹���и���ͬ��ܛ��푑��ĸ��ơ��@Щ�l�F�ڽM�ɲ�������u�����Ժ��ĵ���ʽ�õ����Mһ����ӳ�����⣬����о�M���˜yԇ���ó����OӋ����푑���Ӱ푡�
��������N�M�p�D�����~�������о�����Џ�ȫ���ģ�6.35 mm2���������OӋ��3.25 mm2���Ŀ�׃�M������e���D2����AM�����о��AM��ӡ�Ġ�B���M�Мyԇ���D11��a�������˻�l�����D11��b���������ԇ�ӡ����ȣ���AM��ӡ�l������r�£��c�����c����S�δŜ��������P�ĪM�p��о��ȣ�����о��B-H�����ƺ����ЙE�A�Π���и������������D10��a���������Ĵ�о��B-H�����Č����Ա����ڴŻ�-����ѭ�h���g���и��ߵ������pʧ���M�p�������@Ȼ�p����B-H��������������e���Ķ���������ܡ�ͨ����AM�a����о���˻�pС��B-H�����ijߴ磬ͬ�r�c������AM��ӡ��Ʒ��ȣ��ͨ����Bs�����ӣ��D11��B���������˻�̎��֮�M�p�OӋо�^�m���F���^խ��S��B-H��������һ���棬����о��B-H�����ƺ�����B�S�Uչ��ͬ�r��H�S�Ͼ������ƵĽؾಢ���֙E�A�Ρ����˫@���P���OӋ���˻�̎�팦AM���a�Ĵ�о��ܛ��푑���Ӱ푵��Mһ�������Ͷ�����������B-H��������ȡBs���C�B����Hc����ʣ�ţ�Br���ʹ�о�p�ĵ�ֵ���������ʾ���о����e�ĺ�����
�D11����a������AM��ӡо�ͣ�B����1150���˻�1С�r��AM��ӡо��B-H������
Bs�ƺ���0.25-0.35T��խ������׃�����]�����@��څ������AM��ӡо�ęM����e�ĺ������D12��a�������˻���c������AM��ӡ�l����ȣ�����о���ͨ����0.40-0.50T���_���������ӣ����]���^�쵽����M����e�ĺ�����څ�ݡ���һ���棬���ЪM�p��as AM��ӡо��Hcֵ���@���ڹ��was AM��ӡ��о���D12��b�������c������AM��ӡ�l����ȣ��˻�̎���ƺ�������Hc���@����ܛ�������������ơ�������AM��ӡ�l���¾��ЪM�p�OӋ��о��Hc�ƺ��S���M����e�����Ӷ������½����D12��b�������˻������С�M����e��3.25 mm2���������OӋ�����Мyԇ���OӋ�б��F����͵�Hcֵ���D12��b�������@�N�О���Ի����^�Y������׃����ጡ�����AM��ӡ�Ę�Ʒ����BD��׃������001���̼y������������D7�����AӋ���^����о�����磬�_ʼ�OӋ���D2�������������^���п��ܕ����v�������s/���͵ı��ء����@�N��r�£��@�����¾���������������֪���ڎװ٦�m�ľ����ߴ緶���ȣ������^���ĽY�������¸��ߵijC�B����Ȼ�����˻�����ߴ��ڎ��ķ��������ӣ��D8�����@�Ӵ�ľ����AӋ��ռ��о�������ں���ˣ��AӋmm�����Ⱦ����ߴ�����ӌ��@�����Ͳ��ϵ�Hc���Y�����c������AM��ӡ�l����ȣ�����о���˻�r�����v��Hc�Ľ��͡���ˣ���������С��Ч�M����������OӋ������͵�Hcֵ�r��Ӱ푻�pС�ęM������e�����@�ġ�ͨ����AM��ӡ��Ʒ��Brֵ�����������˻��Ʒ���D12��c�������˻��Ʒ��Br�����������@�ģ�B-H������׃խ�����˻��ܛ�����ܵĸ��ơ��@Щ�Y���cVSM���^��Y���ǻ��a�ģ��D10����
�D12����AM��ӡ���˻�AM��ӡо��BH��������ȡ�Č��Ա�����a���ͨ������b���C�B������c��ʣ�źͣ�d��о�p���S�M����e��׃����
����B-H�����ȵ���e��ӋAM��ӡ���˻���о��о�p�ģ��D12��d�������ڌ���о����r�£��˻�̎����о�p���ƺ����ӡ���ǰһ�����������Ďrо��B-H������B�����ϔUչ��ͬ�r��H�S�ϱ������ƵĽؾ࣬�����h����������e���ӣ��D12��d���IJ�D������о�p�������±��_ʽ��ʾ�ăɂ������ɷֽM��
��Ŀǰ����r�£��˻�����ߴ������ӣ��D8�������⣬�ڌ���о����r�£��������L�������ܳ��^��1cm3ԇ�ӵ���r���^�쵽�ľ����ߴ硣�@�N�ֲڵ��^�Y�����ܕ����v���ߵĜu���p�ķ������͵ĴŜ��p�ġ��Y�����˻�̎�����wAM��ӡ��Ʒ��Bsֵ���ӣ��D12��a���ͣ�d���еIJ�D������һ���棬�C�B���]������Ƶı������ͣ��D12��b���ͣ�d���еIJ�D�����˻��Ĺ��wAM��ӡо���@�N��Bs��Hc�ĽM�ό����cAM��ӡ��B���о�p�����ӣ��D12��a�����D12��b���͈D12��d������
��һ���棬���и��N�M�p�D����as AM��ӡо��о�p�ıȌ���о�ͼs5�������⣬�˻��Ĵ�о�p�����н��ͣ��@�����ڴ��ڪM�p�Ĵ�о����r�£�ܛ�������Mһ����ߣ��D12��d�������m���ڮ�ǰ�����ĪM�p�OӋAM��ӡо�ıں��1mm�Ĕ���������ˣ��c���wAM��ӡо��ȣ��������˻�̎�����g�ľ����ֻ�����ˣ��˻�M�p�OӋ�ĭh�δ�о���Ѓ�����ܛ�����ܣ��D12�������w���ԣ��ڜyԇ��Ʒ�У��˻�l���µ������OӋо�ṩ�˺����ߵ�Bs����͵�Hc���͵�Br����͵�о�p�ĵ���ѽM�ϣ��D12����
Ŀǰ���о��z����Fe-6.5wt%Si׃����䓵�LPBF���졣̽ӑ�˸��N��ˇ�����ԃ������졣����ʞ�180 W�������ٶȞ�900 mm/s�������g����0.08 mm���Ӻ��40��m������D50�ͷ�ĩ��ƽ��������26��30��m�����ṩ��99.5%����������ܶȡ�AM��ӡ��Ʒ��Ҫ���v��001�w�S������BD����׃��AM��ӡ��Ʒ�@ʾ�����٦�m�����ľ�������1150∘C��AM��ӡ��Ʒ�M��1С�r�˻�����ߴ�ֻ������ס��˻�̎����-FeSi���w���γ������B2/DO3�ࡣ
���������������ֻ������ݻ��ĽY�ώ������˷�������ԣ���������Hci���ϵġ�50%����ܛ�������������ƣ�Hci�c�˻�r��90A/m��ȣ�����AM��ӡ��Ʒ��BD�քe��178��165A/m�������˾��в�ͬ�M����e�ĸ��Nо�w�OӋ���c������AM��ӡ�l����ȣ��˻�̎��������Bs������Hc��Br��о�p�ķ��������о��ܛ�����ܡ��ڜyԇ��Ʒ�У��˻�l���µ������OӋо�ęM����e��С����3.25 mm2���@ʾ����ѵ�ܛ�����ܽM�ϡ����w���ԣ������OӋ��Bs��0.42 T��Hc��65 A/m��Br��0.27 T�����ēp�Ğ�111 J/m3���������Ķ��ԣ��˻��Ĺ��wо���F��Bs��Hc��Br��о�p�ķքe��0.41-0.46T��375-410A/m��0.38-0.45T��631-632J/m3�ķ����ȡ�Ŀǰ�Ĺ����C����AM�ڌ�ʩ�µ��OӋ���������ܛ�ų��h���о���ܷ����������
���PՓ��
Additive manufacturing of Fe-6.5 wt.%Si transformer steel toroidal cores: Process optimization, design aspects, and performance
���P朽�
https://doi.org/10.1016/j.matdes.2024.112883
(؟�ξ���admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ����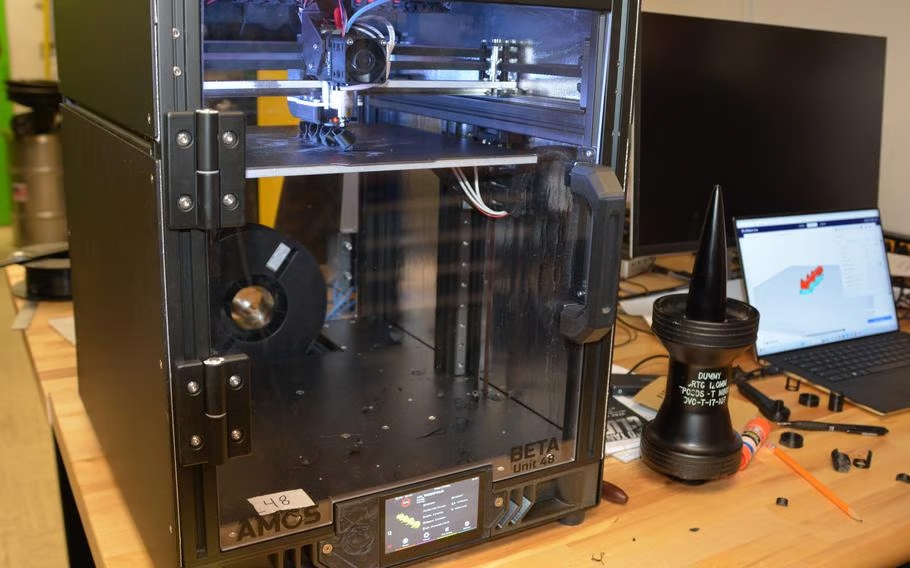 Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����gͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l�Fͨ�^3D��ӡ�������ĺ�ȃ���
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


