��������픿��������������ͷ��B�m(x��)̼�w�S����(qi��ng)�����ԏ�(f��)�ϲ��ϣ�
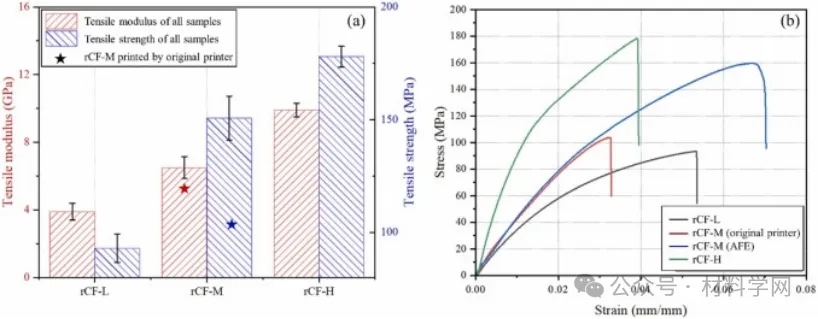
��(d��o)�x�����о������һ�N�µķ��������Ƕ��M(j��n)�ϔD����AFE�������ڲ��ϔD���������죨MEX AM�����B�m(x��)����̼�w�S��rCF������(qi��ng)�����ԏ�(f��)�ϲ��ϣ����и��w�SЧ�ʡ�AFEϵ�y(t��ng)߀������һ��(g��)���S��ӡ�C(j��)���Ԍ�(sh��)�F(xi��n)��(f��)�s�Y(ji��)��(g��u)�����졣����x�侀Ӌ(j��)��C(j��)���Ӓ��裨μCT�����w�S�ΑB(t��i)�ͽY(ji��)��(g��u)�M(j��n)�б�������ͨ�^���W(xu��)�yԇ�о���afe�Ƃ��rCF��(f��)�ϲ��ϵ����W(xu��)���ܡ��Y(ji��)��������AFE��Ч�ؽ����˸��w�SЧ�ʵ�rCF��(f��)�ϲ��ϵ������y�ȣ��w�SЧ�ʰ����w�S��?j��n)?sh��)���L�Ⱥ�ȡ������ء����⣬ͨ�^AFEϵ�y(t��ng)���������rCF��(f��)�ϲ��ϵ�rCF�L�ȿ��_(d��)3.8 mm���w�S�w�e��?j��n)?sh��)��30.3%�����쏊(qi��ng)�Ⱥ�ģ���քe��178 MPa��9.9 GPa���c���w�S����(qi��ng)��(f��)�ϲ�����ȣ��俹����(qi��ng)�Ⱥ�ģ���քe�����90%��254%����Ƶأ�afe����ď�(f��)�ϲ��ϭh(hu��n)�ĉ��sԇ�(y��n)�������O�މ��s�d��������80%��
���ϔD���������� ��MEX AM�� ��һ�N��(j��ng)��(j��)��Ч�ļ��g(sh��)���漰ʹ�� 3D ��ӡ�C(j��)����ʹ�ü�(x��)�z�ĽM���ͽY(ji��)��(g��u)��MEX AM ������ɏ�(f��)�s�Π�����첢����ģ�ߵ����ƣ��Ķ���(ji��)ʡ�ɱ��͕r(sh��)�g ��ʹ��������̼�w�S����(qi��ng)�����ԏ�(f��)�ϲ��Ϸ��������������Tekinalp�����u���˲�ͬ�w�e��?j��n)?sh��)����ӡ��(f��)�ϲ��ϵ�Ӱ�]����Su��������^�ߵ��w�e��?j��n)?sh��)������Ч����(qi��ng)��ӡ��(f��)�ϲ��ϵęC(j��)е���ܡ����⣬��(j��)�^�죬�L�z�����ӡˢ�^�̶�����(d��o)���w�S�L���˻�����(j��)��(b��o)�����w�Sȡ���ܴ�ӡ��Ō��ȵ�Ӱ푣�����Ӱ푴�ӡ��(f��)�ϲ��ϵęC(j��)е���� ���w�S�L��Ҳ���J(r��n)������ߏ�(f��)�ϲ��ϙC(j��)е���ܵ���Ҫ���ء���(j��)��(b��o)�����w�S��?j��n)?sh��)��ȡ����L�Ƚy(t��ng)�Q���w�SЧ�� ����3D ��ӡ��(f��)�ϲ��ϵęC(j��)е�������ش�Ӱ푡���(sh��)�(y��n)�о��������w�e��?j��n)?sh��)���^ 30% �Ĵ�ӡ��(f��)�ϲ���ͨ�������F(xi��n)�C(j��)е�����½� ����϶�ʵ����ӱ��J(r��n)�����S���w�S�w�e��?j��n)?sh��)�����Ӷ��C(j��)е�����½�����Ҫԭ�� ����ˣ������^�L�w�S�ď�(f��)�ϲ��ϵ�����������о�ĝ�����
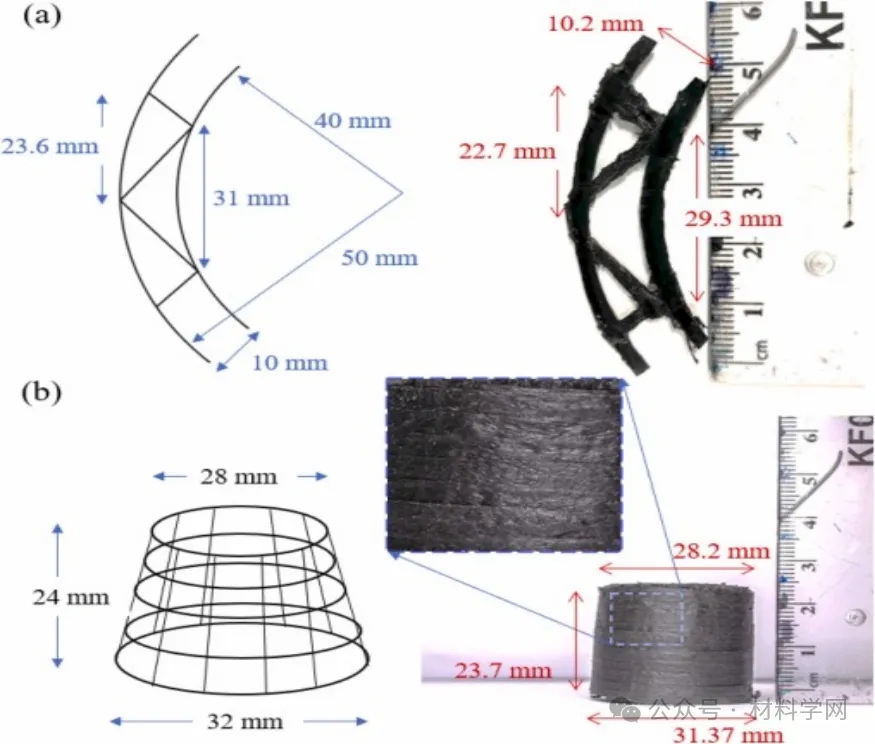
�ڱ��о��У��_�l(f��)��һ�N���Ӌ(j��)�����w�����W(xu��)-�xɢԪ���� ��CFD-FEM�� ģ�́�ģ�M rCF ��(f��)�ϲ��ϵ������О飬�Ķ��a(ch��n)���ˌ��� rCF �����ԏ�(f��)�ϲ����������ƵĄ�(chu��ng)�½��M(j��n)�ϔD�� ��AFE�� ϵ�y(t��ng)�����_�l(f��)�� AFE ϵ�y(t��ng)������һ�(xi��ng)���g(sh��)�M(j��n)�����܉��ӡ�L�_(d��) 3.8 mm ���w�S�������Y(ji��)��������ʹ�� AFE ϵ�y(t��ng)��ӡ�� rCF ����(qi��ng)������-6 ��rCF/PA6�� ��(f��)�ϲ��ϱ��F(xi��n)�� 10 GPa �ă�(y��u)������ģ�������⣬ͨ�^ȫ��ęC(j��)е�yԇ�Ͳ����^�Y(ji��)��(g��u)��Ԕ��(x��)�������(y��n)�C�� AFE �w�SЧ�ʌ� rCF/PA6 ��(f��)�ϲ��ϵ�Ӱ푣��M(j��n)һ���C���� AFE ϵ�y(t��ng)�ĝ�����
���P(gu��n)���n�}�Ɂ���Ӣ���۶�����W(xu��)�����c��ˇ�о���(li��n)�ϖ|����W(xu��)ұ���W(xu��)Ժ����ɽ��W(xu��)���M(j��n)����W(xu��)Ժ�Ľ��ǣ����i�h�����ƣ����������Σ���W骣����x������������|���ȌW(xu��)���M(j��n)��������о������P(gu��n)�о��ɹ���“Material extrusion additive manufacturing of recycled discontinuous carbon fibre reinforced thermoplastic composites with high fibre efficiency”�l(f��)���� Additive Manufacturing��
朽ӣ�https://www.sciencedirect.com/sc ... 2400633X?via%3Dihub

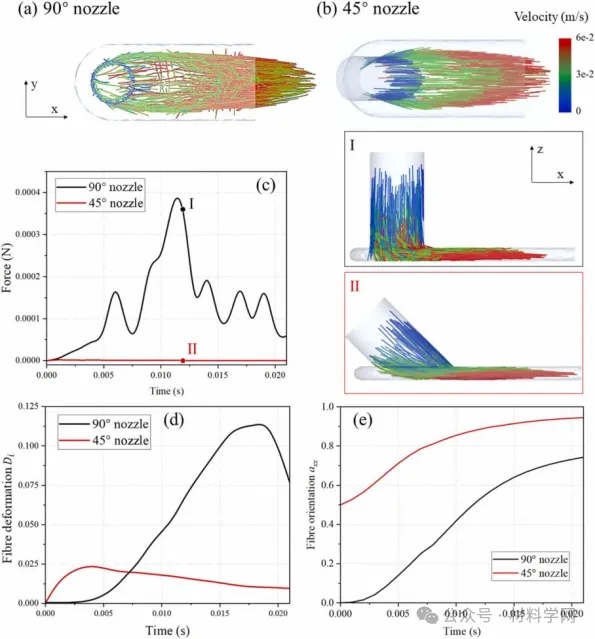
�����ڴ�ӡ�^���������^���w�S��߅���֮�g������ØO������(zh��n)�ԣ�����˂��߶��ڴ���(sh��)ֵģ�M���جF(xi��n)��ӡ�^���Џ�(f��)�s�Ķ������^�� ���ڈF(tu��n)�(du��)֮ǰ�Ĺ����У��ѽ�(j��ng)������һ��(g��) CFD-DEM ģ�ͣ����ɹ��������о��������w�S�ͱ�֮�g������� ��CFD-DEM �ă�(y��u)���������܉�O(ji��n)�yÿ���w�S�����������]���w��׃�κ�Ӱ푡�
�D 1a �� b ͻ���@ʾ�˃ɂ�(g��)��ͬ������ 0.021 s �r(sh��)���w�S��B(t��i)������ҕ�l�����ڸ��ҕ�l�С��ĈD�п���������^�쵽��ʹ�� 45° �����ӡ�Ĺ��ʹ�w�S�����˸��õČ��R�ͷֲ����w�S�������ã��]�����@���w�S���ѡ����֮�£�ʹ�� 90° �����ӡ�Ĺ�ű��F(xi��n)������͟o����w�S��B(t��i)���������@���w�S�����ϵK���^����w�S׃�Σ��������ܴ����w�S���ѡ��w�S���ѿ���ͨ�^�������w�S�ϵ�������׃����ӳ����?y��n)��@Щ���ǔD���^�����w�S���ѵ������?zh��n)?���D 1c �@ʾ���w�S�������^���г��ܵ�ƽ��������ʾ�� 90° �����е��w�S�� 45° �����е��w�S���ܵ�����ö࣬�� 0.012 ��̎�^�쵽�e�������90° ����Ġ�B(t��i) I��45° ����Ġ�B(t��i) II�������Ї���ʹ���ֱ���|����ˣ��D 1d ������90° �����е��w�S׃�γ̶����@���� 45° �����е��w�S׃�γ̶ȣ�һ���w�S�� 90° ��������ȫ�D�����t�^�쵽׃���@���p�١��@����ر���������ʹ�֮�g�Ĵ�ֱ����K���w�S��형����ӡ����⣬�D 1e �@ʾ�������^���е��w�Sȡ���� 0.021 ��r(sh��)����(d��ng)�w�S��ȫ�ć����ДD���r(sh��)���w�Sȡ��axx �� 45° �����_(d��)�� 0.95 �r(sh��)����axx�� 90° �����ЃH�� 0.77����(d��ng)����ӽ�ֵ 1 �r(sh��)������ʾ�w�S��ȫ���R������Y(ji��)��������ͨ�^��׃�����c��֮�g�ĽǶȣ�������Ч��������������ӡ rCF/PA6 ��(f��)�ϲ��ϵĶ������}��

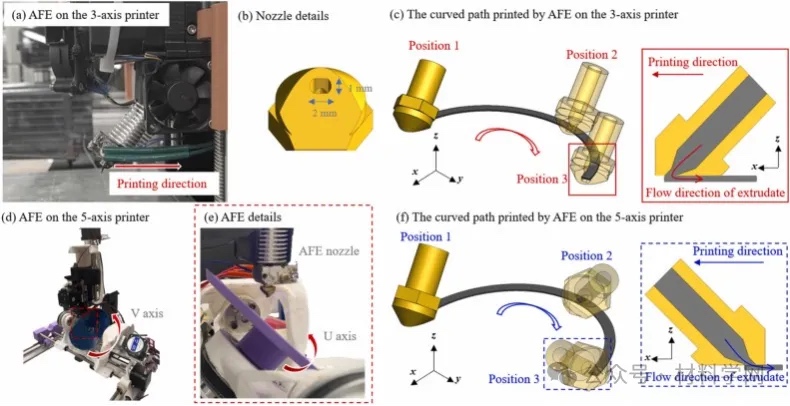
����(j��) CFD-DEM ����Y(ji��)�����D2 �� 45° ������O(sh��)Ӌ(j��)�M(j��n)����Ԕ��(x��)�f�����f������������O(sh��)Ӌ(j��)����ƾ��Σ���(j��ng)�^ 2 mm × 1 mm �ߴ��������ԔD���L�ȳ��^ 1 mm ���w�S���D 2b�������ڵ���e�ஔ(d��ng)��ֱ���� 1.5 mm �ĈA�γ��ڵ���e������ּ�ڿ��ƴ�ӡ��ŵČ��ȣ������õس��e��ճ������ӡ�C(j��)���ϡ��������̎�ķ��F�ν��汻��������?y��n)������J(r��n)�錦�ڱ����w�Sȡ�����P(gu��n)��Ҫ�����ڻ��� AFE �� 3 �S��ӡ������(g��)����� 45° �ǃAб����ʹ�� 3D ��ӡ�A���ι̵ع̶��� Prusa i3 MK3s ��ӡ�C(j��)�ϣ���D 2a ��ʾ��ͨ�^���IJ��M(j��n)�ϵĽǶ��{(di��o)���������ڴ�ӡ���� 45°�����z����Aб��ͬ�r(sh��)�c��ӡ������ 45° �ǡ����ڴ�ӡ�C(j��)����Ę�(bi��o)�}�Ǟ� 45°����(d��ng)ʹ�Â��y(t��ng)�� 3 �S��ӡ�C(j��)��ӡ����·�����]�д�ӡ�����D(zhu��n)�r(sh��)�����l(f��)���D 2c �������Ĵ�ӡʧ�����@����?y��n)飬��D 2c �е�λ�� 2 �� 3 ��ʾ���D����������c��ӡ�Ĺ���෴���@���ܕ���(d��o)�������������w�S���ѣ��� CFD-DEM ��������ʾ����ˣ��б�Ҫʹ�� 5 �S��ӡ�C(j��)����Q�@��(g��)���}���_���D����ʼ�K�����ӡ�Ĺ�ţ���D 2f ��ʾ����ˣ����� Open5x ���_�l(f��)��һ�N���� AFE �� 5 �S��ӡ�C(j��)����D 2d ��ʾ�����@��(g��)ϵ�y(t��ng)�У����� XYZ �S�⣬߀�����˃ɂ�(g��)�~��� U �S�� V �S���Դ�������ģ����S�����ڃɂ�(g��)���������D(zhu��n)����D 2d �� e ��ʾ��ʹ�� AFE ����r(sh��)��ֻ�茢�����D(zhu��n)������ĽǶȣ��D 2e���������� AFE ϵ�y(t��ng)��ʹ���܉����ڴ�ӡ����(f��)�s��·���͎��Π


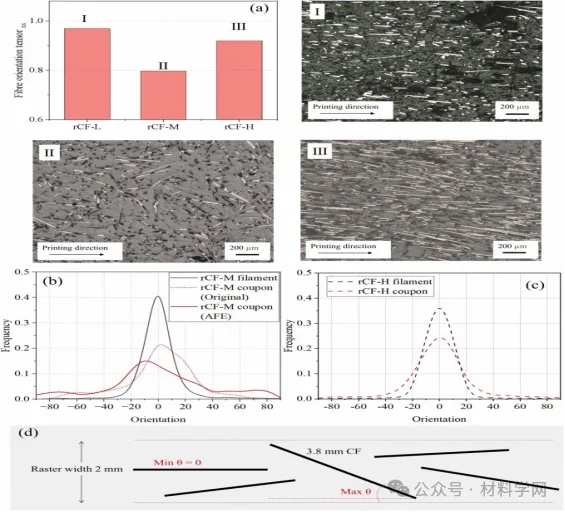
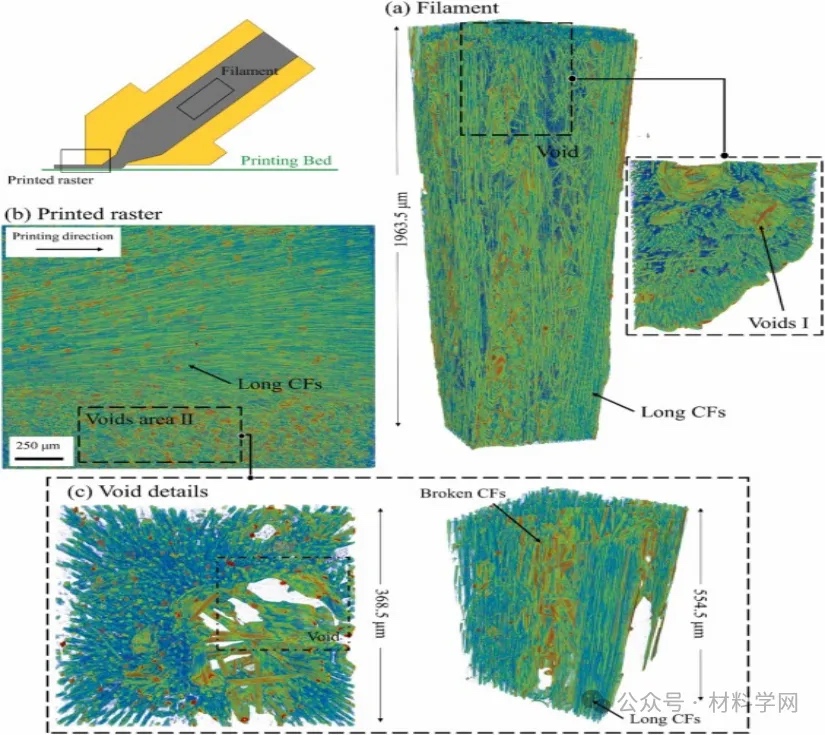
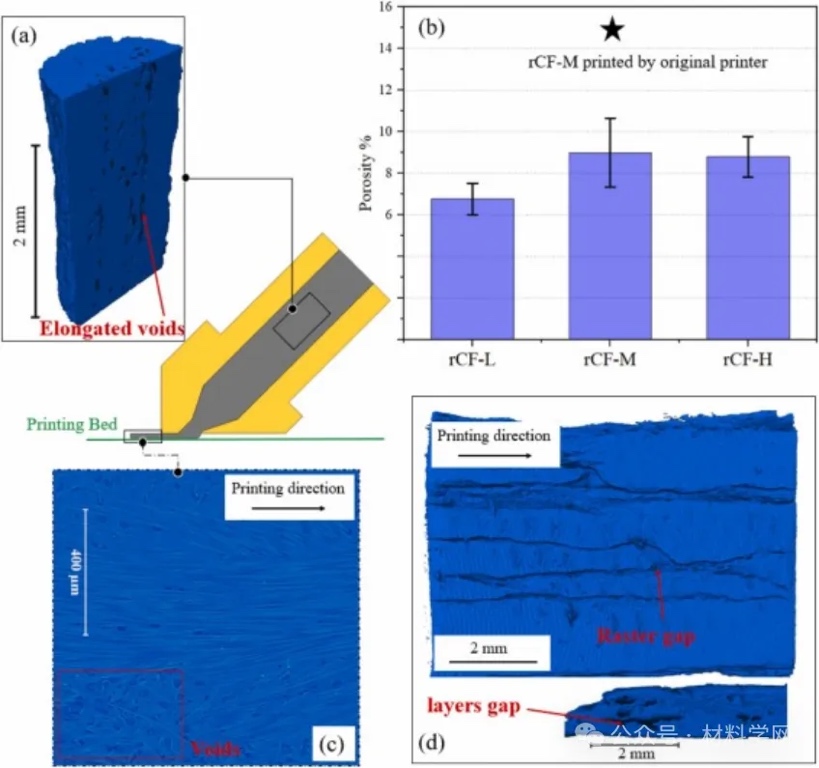
�ڈD 6 �У������^�쵽����ӡ���ڴ�ӡ�����������(x��)�z���^�쵽�Ĵ��϶����(d��o)�¿�϶�ʽ��͡����߱��� XCT ��ҕ�D�ߴ������^С����ӡ��ԇ���еĿհ���Ҫ�������������켼�g(sh��)��ȱ�ݡ���ˣ��б�Ҫʹ�þ����^��ҕ�D�ߴ�ĵͷֱ��� XCT ���^������(g��)��ӡԇ���еĿ�϶��r����ˣ��D 7b �@ʾ������ԇ�ӵĿ�϶�ʣ����Կ������c rCF-L ��ȣ�rCF-M �� rCF-H ���F(xi��n)�����ߵĿ�϶�ʣ��_(d��)���s 9 %���@�w���� rCF-L �ДD�����ճ���^�ͣ��������ڴ�ӡ�^���и����������֮�g���g϶���D 7a �@ʾ�˼�(x��)�z�еĿ�϶�����м�(x��)�L�Ŀ�϶�ܿ������ڔD���^����δ���{Ĥ��ȫ���n���w�S�܇��γɵġ��D 7c ��ʾ���^С��϶�^(q��)����ǰ�������������w�S���Ѻ�Ę��Ч��(y��ng)���γɵġ��M�ܴ�ӡ���϶�����@���ͣ����ɴ�ӡ��ŽM�ɵ�ԇ�ӵĿ�϶�����ӣ��@��Ҫ�����ڹ�ź͈D��֮�g���g϶����D 7d ��ʾ���@���� AM �^�������ɵĖŸ�֮�g�IJ������Ҫ��Q����Ҫ���}�����⣬�ڴ�ӡ�����Ҳ�����^�쵽С�ߴ�Ŀ�϶���D 7c������ԭʼ��ӡ�C(j��)��ӡ�� rCF-M ��(f��)�ϲ��ϵĿ�϶��ͻ���@ʾ���_(d��)�� 15.5%�����@���ڈD 7b �� AFE ����� rCF-H �� 9%����ʹ��ԭʼ��ӡ�C(j��)��ӡ�^���У������������(d��o)�¾ۺ���ĔD��������Ͳ���(w��n)�����Ķ���(d��o)�¿�϶�����ӡ��@�f���� AFE ��Ч����� rCF ��(f��)�ϲ��ϵĴ�ӡ�|(zh��)����
�DƬ�D 9.���ѱ���� SEM �D��a�� rCF-L ԇ�ӣ���b�� rCF-M ԇ�Ӻ� ��c�� rCF-H ԇ�ӡ��ɷN��(f��)�ϲ���֮�g�ķ����ΑB(t��i)�W(xu��)�]���@����������F(xi��n)�����@���w�S�����F(xi��n)��rCF-H ������ͬ�ĬF(xi��n)������Ҫ�������w�Sĩ�˵�����������������(g��)�L�w�S���� rCF-H �� SEM �D����ʾ

�D 10d �@ʾ�����Џ�(f��)�ϭh(hu��n)�ډ��s�yԇ�µęC(j��)е���ܡ��c rCF-M �� rCF-L ��ȣ�rCF-H ��(f��)�ϭh(hu��n)��ʧЧ�r(sh��)���F(xi��n)�����@���ߵĘO���d�ɣ��� 450 N���� rCF-L �h(hu��n)������ 80%�����⣬�D 10e ߀������rCF-H ������ߵĄ��ȣ���?y��n)������w�SЧ����� 0.226���M���S�����ȵ����ӣ�ʧЧ��(y��ng)׃�����͡���(d��ng)�ܵ����s�d�ɕr(sh��)����(f��)�ϭh(hu��n)�ă�(n��i)�A���ܵ����s����A���ܵ����졣��ˣ�ԓԇ�(y��n)?z��i)��^�õط�ӳ��(f��)�ϲ��ϵľC�����W(xu��)���ܡ��@�����w�SЧ�ʵ���߿�����Ч����� AFE �� 5 �S��ӡϵ�y(t��ng)��ӡ�ď�(f��)�ϲ��ϵľC�ϙC(j��)е���ܡ�
�ڱ��о��У��������(sh��)ʩ����ʾ��һ�N�Q����M(j��n)�ϔD�� ��AFE�� ���¼��g(sh��)��������������и��w�SЧ�ʵ� rCF/PA6 ��(f��)�ϲ��ϡ��������w�SЧ�ʌ� 3D ��ӡ���B�m(x��) rCF ��(f��)�ϲ��ϙC(j��)е���ܵ�Ӱ푡��ó����½Y(ji��)Փ��
(1)AFE �܉�ɹ�������и��w�SЧ�ʵ� rCF/PA6 ��(f��)�ϲ��ϣ���������w�S�L�ȿ��_(d��) 3.8 ���ף�ͬ�r(sh��)���� 30.3% ���w�e��?j��n)?sh��)��
(2)�w�S�������w�S�L�ȡ��w�S�����͖Ÿȵ�Ӱ푡���ˣ������������^���У��ڿ��Ƈ���ߴ��Ō��ȵ�ͬ�r(sh��)�����w�S�L�ȿ�����Ч����w�SЧ�ʡ�
(3)�w�SЧ���@��Ӱ���������� rCF/PA6 ��(f��)�ϲ��ϵęC(j��)е���ܡ����и��w�SЧ�ʵ� rCF/PA6 ��(f��)�ϲ��ϱ��F(xi��n)���@������(qi��ng)�ęC(j��)е���ܡ��c�w�SЧ����͵� rCF/PA6 ��(f��)�ϲ�����ȣ����쏊(qi��ng)�Ⱥ�ģ���քe����� 90% �� 254%��Ȼ��������������L�w�S�����磬�L�Ȟ� 3.8 mm���� rCF/PA6 ��(f��)�ϲ�����ʧЧ�r(sh��)���ӡ�
(4)�� AFE ϵ�y(t��ng)���ɵ� 5 �S��ӡ�C(j��)�ϣ��� rCF/PA6 ��(f��)�ϲ����ṩ�˸���������`���ԣ��Ķ��܉��ӡ���� 3D ��(f��)�s���Π�Ͷ����w�S���ֵď�(f��)�ϽY(ji��)��(g��u)��
(؟(z��)�ξ���admin)

��һƪ������˹���W(xu��)�_�l(f��)һ�N������3D��ӡ���g(sh��)����?q��)���׃̫�ս��O(sh��)��ʽ
 ����˹���W(xu��)�_�l(f��)һ�N����
����˹���W(xu��)�_�l(f��)һ�N����- ��������픿�������������
 ����߀�Ǐ��ԣ�����3D��ӡ
����߀�Ǐ��ԣ�����3D��ӡ ����߀�Ǐ��ԣ�ͨ�^3D��ӡ
����߀�Ǐ��ԣ�ͨ�^3D��ӡ ������܊�о���(sh��)�(y��n)�ҡ�ACS
������܊�о���(sh��)�(y��n)�ҡ�ACS  ����ҕ�X����ģ�ͱ�ͬ�б�
����ҕ�X����ģ�ͱ�ͬ�б�
- ������˹���W(xu��)�_�l(f��)һ�N������3D��ӡ���g(sh��)
- ����������픿��������������ͷ��B�m(x��)̼�w
- ������߀�Ǐ��ԣ�����3D��ӡ��׃���Ե���
- ������߀�Ǐ��ԣ�ͨ�^3D��ӡ��׃���Ե���
- ��������܊�о���(sh��)�(y��n)�ҡ�ACS Mater. Lett.
- ������ҕ�X����ģ�ͱ�ͬ�б���85%������
- ���O(sh��)���؛�����L��(sh��)�������ٿƼ�DED����3
- ���D�������Ƴ��G�������������Q������
- ������˹���W(xu��)�_�l(f��)һ�N������3D��ӡ���g(sh��)
- ����������픿��������������ͷ��B�m(x��)̼�w
- ������߀�Ǐ��ԣ�����3D��ӡ��׃���Ե���
- ������߀�Ǐ��ԣ�ͨ�^3D��ӡ��׃���Ե���
- ��������܊�о���(sh��)�(y��n)�ҡ�ACS Mater. Lett.
- ������ҕ�X����ģ�ͱ�ͬ�б���85%������
- ���O(sh��)���؛�����L��(sh��)�������ٿƼ�DED����3
- ���D�������Ƴ��G�������������Q������
- ���X/�/�F/�/�~����ϵ�н��ٷ�ĩ��3D��
- �������O(sh��)Ӌ(j��)�F(tu��n)�(du��)Nawa��Ҭ�����D(zhu��n)����ɳ��m(x��)
 nano3Dprint�l(f��)��
nano3Dprint�l(f��)�� 3D Systems�Ƴ�Ne
3D Systems�Ƴ�Ne 3D��ӡ���ߏ�(qi��ng)�{��
3D��ӡ���ߏ�(qi��ng)�{�� UCLA��С����ڣ�
UCLA��С����ڣ� ������о����аl(f��)
������о����аl(f��) Nature�l(f��)��ZrO2-S
Nature�l(f��)��ZrO2-S

