�����ĩ�������Ƃ�ͬ�N�ͮ��N���ٻ����������������M(j��n)չ
�r�g��2024-09-25 10:04 ��Դ���L����G60����(li��n)�� ���ߣ�admin ��x����
��(li��n)���������Ƽ���W(xu��)���о��ˆT����˼����ĩ�������Ƃ�ͬ�N�ͮ��N���ٻ����������������M(j��n)չ�����P(gu��n)Փ���ԡ�Recent advancements
in hybrid additive manufacturing of similar and dissimilar metals via
laser powder bed fusion�����}�l(f��)���ڡ�Materials Science and Engineering: A���ϡ�

���c��
-�����ͨ�^LPBF����Ϻͻ�Ͻ�����������ĬF(xi��n)���īI(xi��n)��
-��(qi��ng)�{(di��o)��ͬ�N���ٺͮ��N���ٻ��AM�ď�(f��)�s�Ԍ��ȡ�
-ӑՓ�˻��AM������^�Y(ji��)��(g��u)��늻��W(xu��)�����W(xu��)���ԡ�
-̽ӑ�˻�Ͻ���AM�đ�(y��ng)�á������Ժ�δ���l(f��)չ����
�������죨AM����һ�׃���Լ��g(sh��)�������ڸ߾��ȡ����ƻ����ٶ����a(ch��n)��(f��)�s�Y(ji��)��(g��u)���mȻ���y(t��ng)�Ľ������AM��ˇ���y(t��ng)��ֻʹ�Æ�һ���ϣ������ɃɷN���N���ٻ���Ƴɵ��������s�ڲ������L������ȫ������ʹ�ü����ĩ�����ڼ��g(sh��)��LPBF������������M(j��n)�ж����AM�ӹ��������M(j��n)չ������������p����LPBF����Ľ������������ܣ����˽�ͬ�N���ٺͮ��N���ٺ����^���Џ�(f��)�s�Ĺ�ˇ-�Y(ji��)��(g��u)-�����P(gu��n)ϵ�ṩ�ˌ��FҊ�⡣���⣬����߀̽ӑ�ˮ��N���ٻ��3D��ӡ�еĹ�������(zh��n)�����������ͻ��W(xu��)���|(zh��)�Č��|(zh��)�Բ���к������g��������γ��Լ�Ԫ��ƫ����ᘌ��@Щ�ϵK��ԓ�о�����̽ӑ���īI(xi��n)������ĸ��N���ԣ����{(di��o)����ˇ����(sh��)�����ϵ����N���ϵĊA���Լ����ÙC(j��)���W(xu��)��(x��)�㷨�����⣬�о�߀�����˻��LPBF�Y(ji��)��(g��u)AM�đ�(y��ng)�ú�δ���l(f��)չ�����@һ���ٰl(f��)չ�I(l��ng)��ĝ����о��ṩ��������·���D��
���c��
-�����ͨ�^LPBF����Ϻͻ�Ͻ�����������ĬF(xi��n)���īI(xi��n)��
-��(qi��ng)�{(di��o)��ͬ�N���ٺͮ��N���ٻ��AM�ď�(f��)�s�Ԍ��ȡ�
-ӑՓ�˻��AM������^�Y(ji��)��(g��u)��늻��W(xu��)�����W(xu��)���ԡ�
-̽ӑ�˻�Ͻ���AM�đ�(y��ng)�á������Ժ�δ���l(f��)չ����
�������죨AM����һ�׃���Լ��g(sh��)�������ڸ߾��ȡ����ƻ����ٶ����a(ch��n)��(f��)�s�Y(ji��)��(g��u)���mȻ���y(t��ng)�Ľ������AM��ˇ���y(t��ng)��ֻʹ�Æ�һ���ϣ������ɃɷN���N���ٻ���Ƴɵ��������s�ڲ������L������ȫ������ʹ�ü����ĩ�����ڼ��g(sh��)��LPBF������������M(j��n)�ж����AM�ӹ��������M(j��n)չ������������p����LPBF����Ľ������������ܣ����˽�ͬ�N���ٺͮ��N���ٺ����^���Џ�(f��)�s�Ĺ�ˇ-�Y(ji��)��(g��u)-�����P(gu��n)ϵ�ṩ�ˌ��FҊ�⡣���⣬����߀̽ӑ�ˮ��N���ٻ��3D��ӡ�еĹ�������(zh��n)�����������ͻ��W(xu��)���|(zh��)�Č��|(zh��)�Բ���к������g��������γ��Լ�Ԫ��ƫ����ᘌ��@Щ�ϵK��ԓ�о�����̽ӑ���īI(xi��n)������ĸ��N���ԣ����{(di��o)����ˇ����(sh��)�����ϵ����N���ϵĊA���Լ����ÙC(j��)���W(xu��)��(x��)�㷨�����⣬�о�߀�����˻��LPBF�Y(ji��)��(g��u)AM�đ�(y��ng)�ú�δ���l(f��)չ�����@һ���ٰl(f��)չ�I(l��ng)��ĝ����о��ṩ��������·���D��
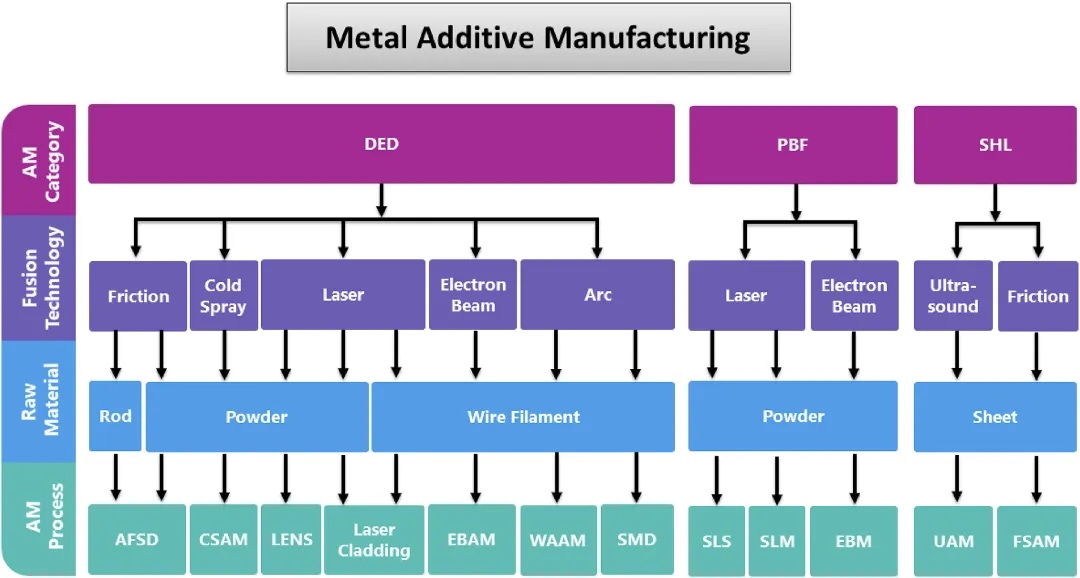
�D 1.��Ҋ����AM��ˇ�ķ��
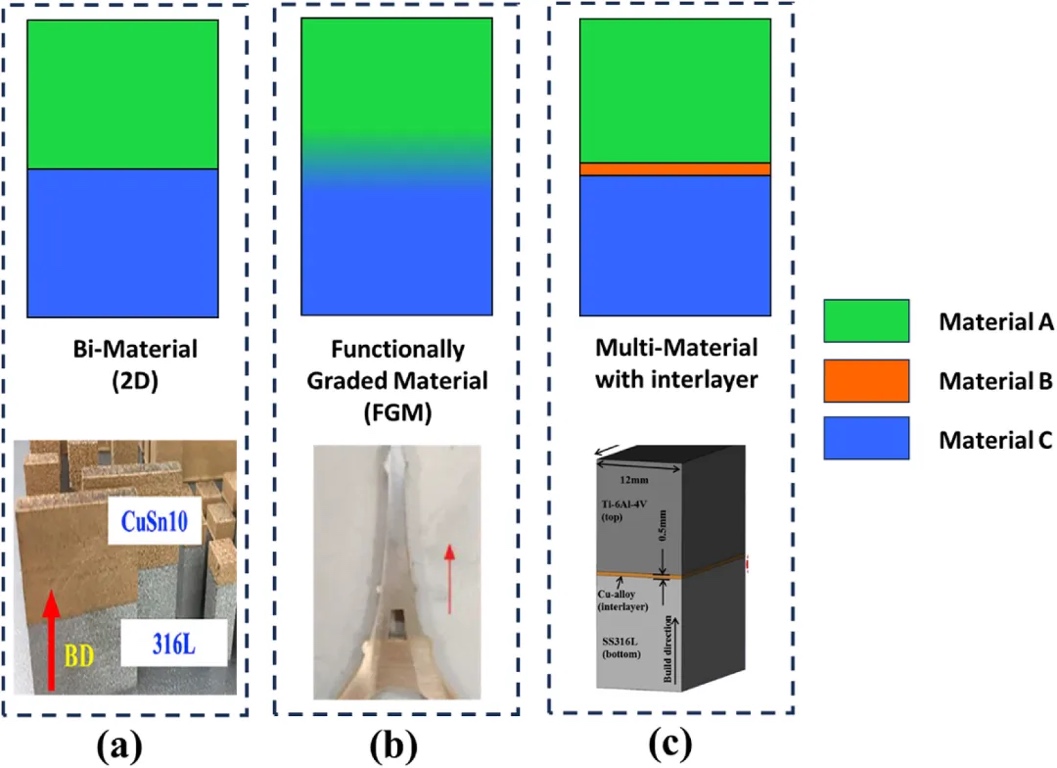
�D 2.����ϽY(ji��)��(g��u)�ķ��
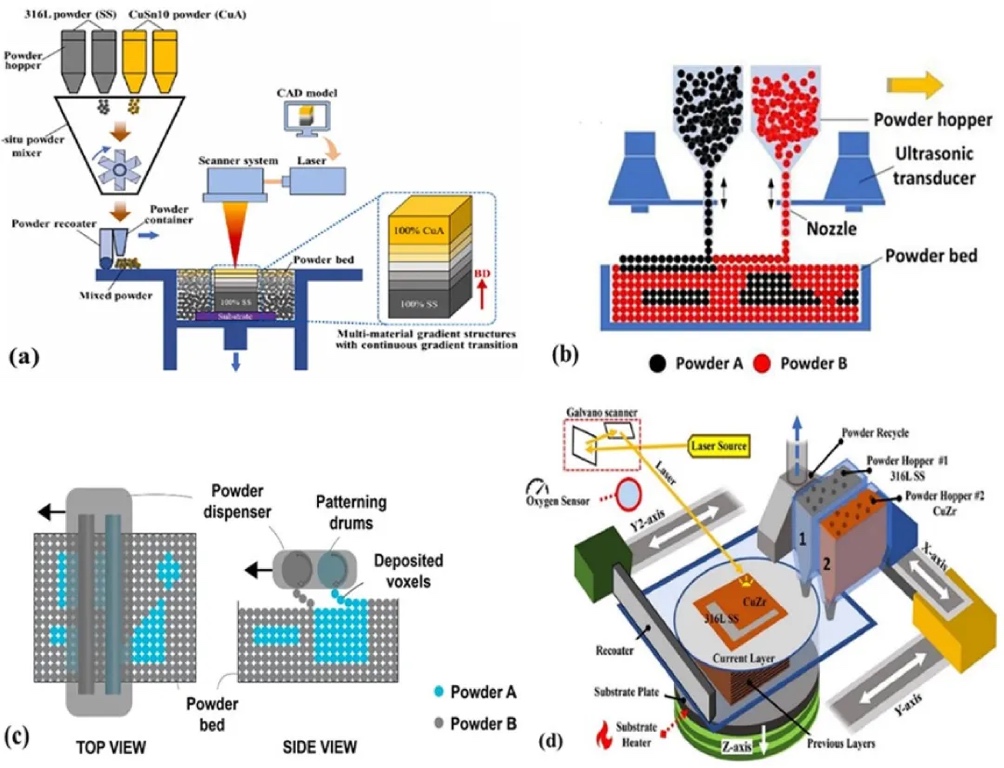
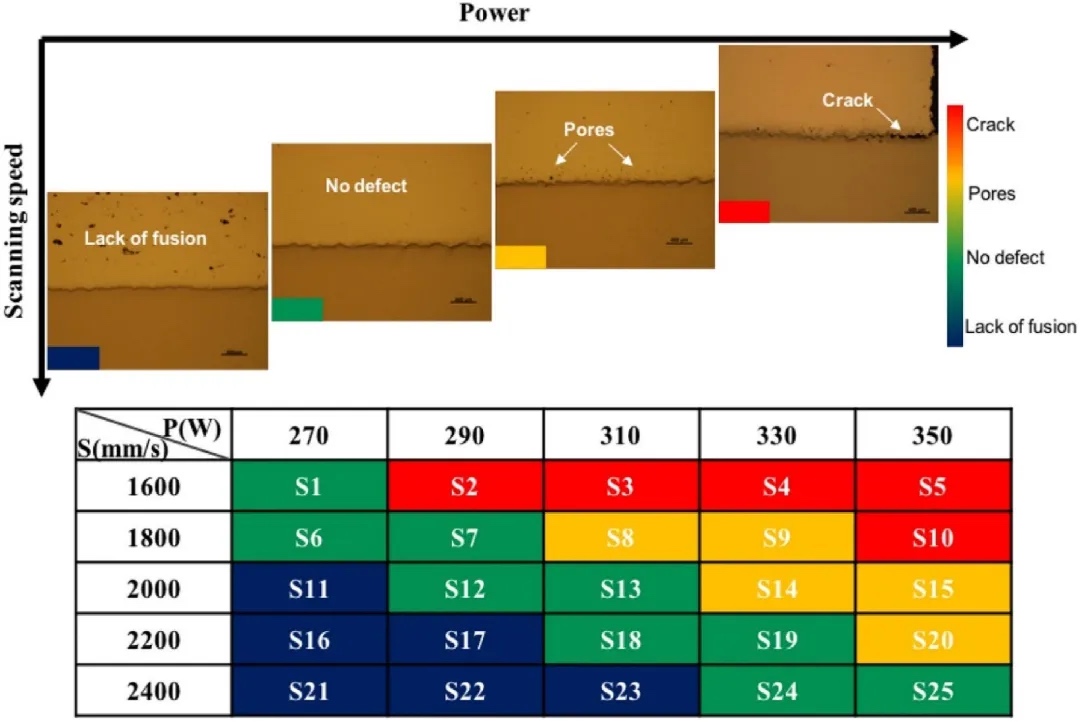
�D 3.�ι�������LPBF�е�䁷۷�����
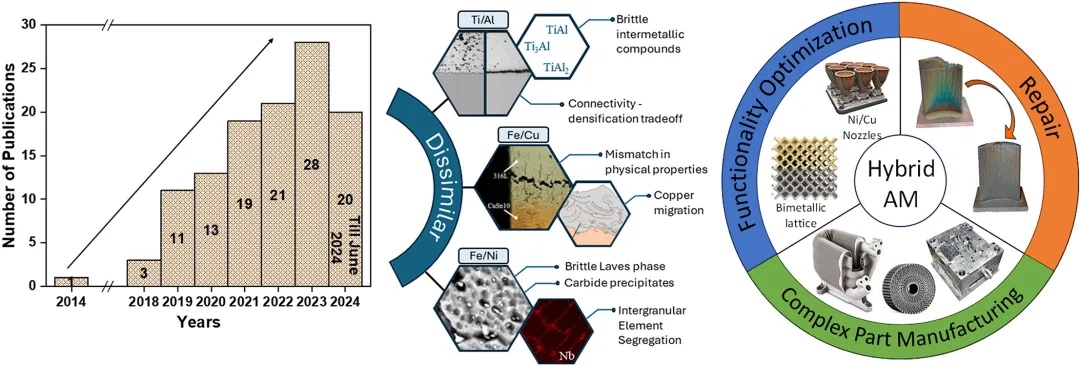
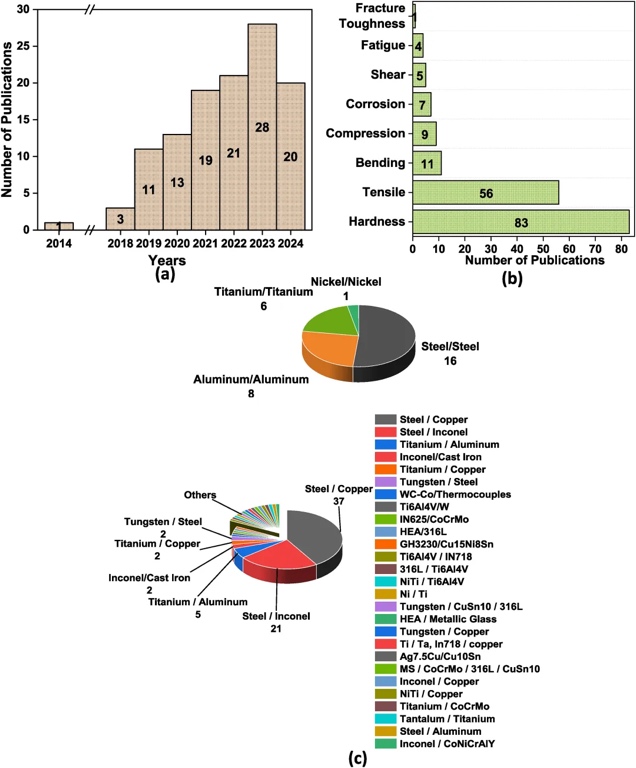
�D 4.(a)2014����2024��6�����P(gu��n)LPBF����Ͻ���3D��ӡ�ij����(sh��)��;(b)��Ͻ�������������о���(c)����ͬ�N�ͮ��N���ٻ��3D��ӡ�IJ��ϽM�ϡ�
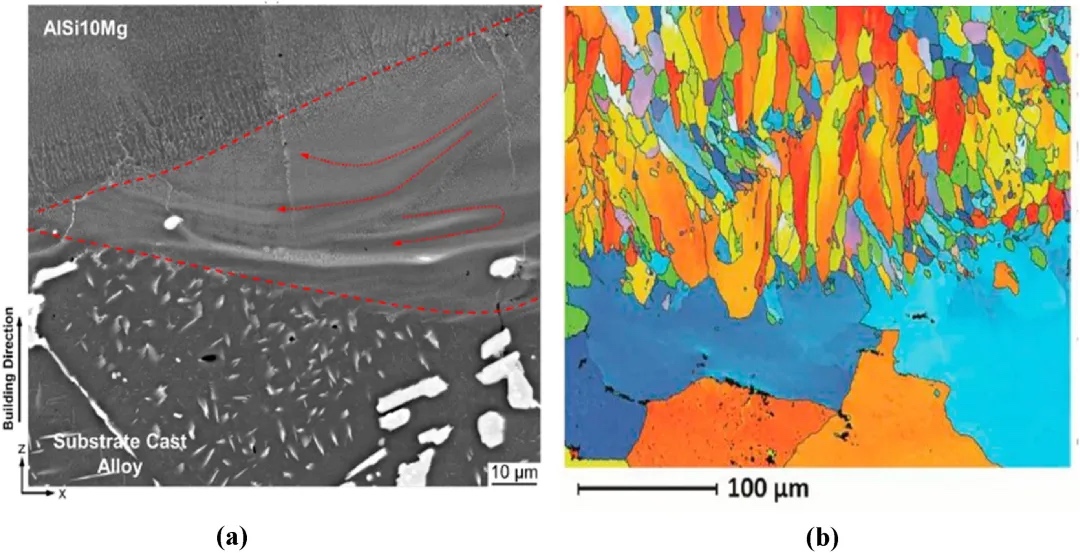
�D 5.(a)�@ʾ���Al-Cu-Ni-Fe-Mg/AlSi10Mg�������^(q��)���SEM�D�����мtɫ̓������ AlSi10Mg��һ�̽Y(ji��)���г��F(xi��n)�ĭh(hu��n)�����R�m���ጦ������(b) AA2618/AlSi10Mg ��ϲ��ֽ����EBSD�D��
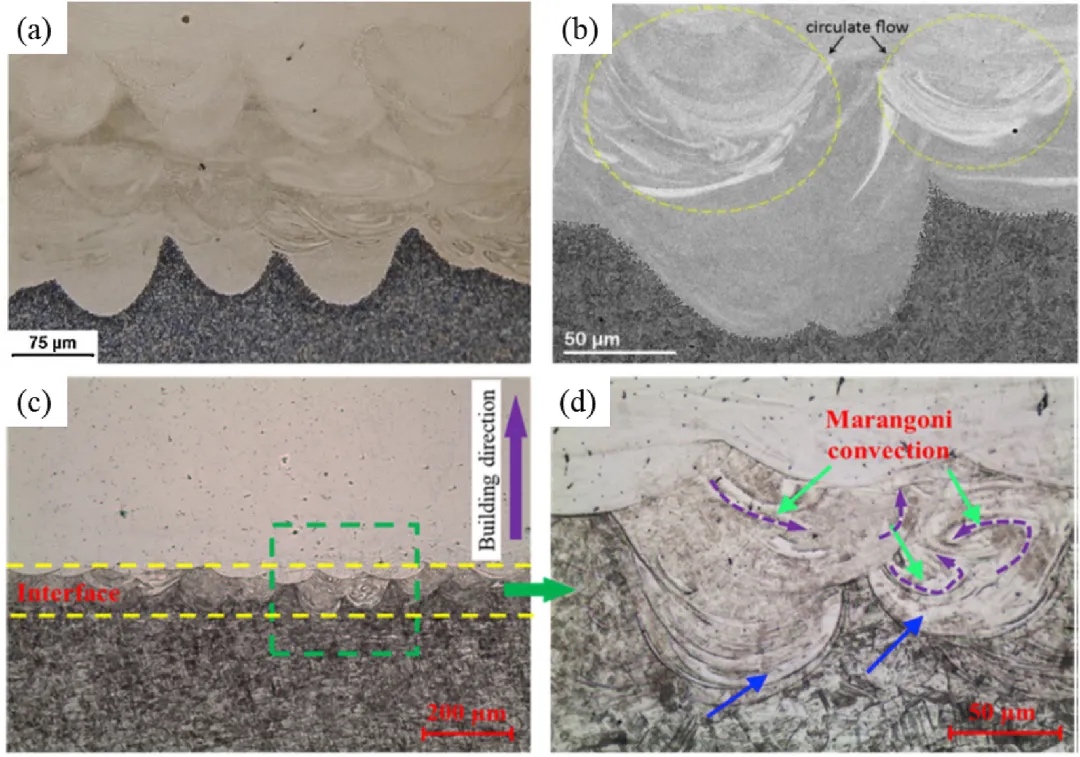
�D 6.(a)MS1/H13䓵Ĺ�W(xu��)�D��(b) H13/MS1䓵�BSE�D��(c, d)CrMn/MS1䓵Ĺ�W(xu��)�D��
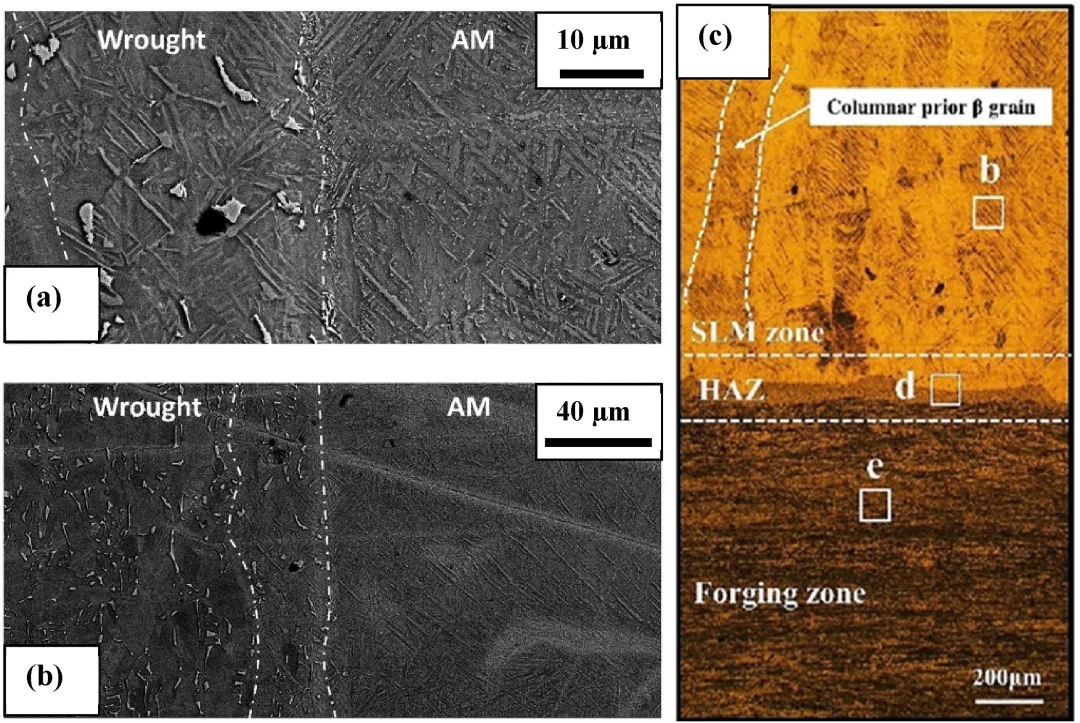
�D 7.��a-b��800 �� ��̎��4С�r��������/LPBF Ti-6Al-4V ��������ͬ�Ŵ�(sh��)�Ē�����R�D��(c��������/LPBF Ti-6Al-4V ����Ĺ�W(xu��)�D��С���� b��d��e�քe���� LPBF����Ӱ푅^(q��)�����^(q��)��
�D 8.����ʺ͒����ٶȌ�AlSi10Mg/Ti-6Al-4V��ϲ��Ͻ����|(zh��)����Ӱ푡�
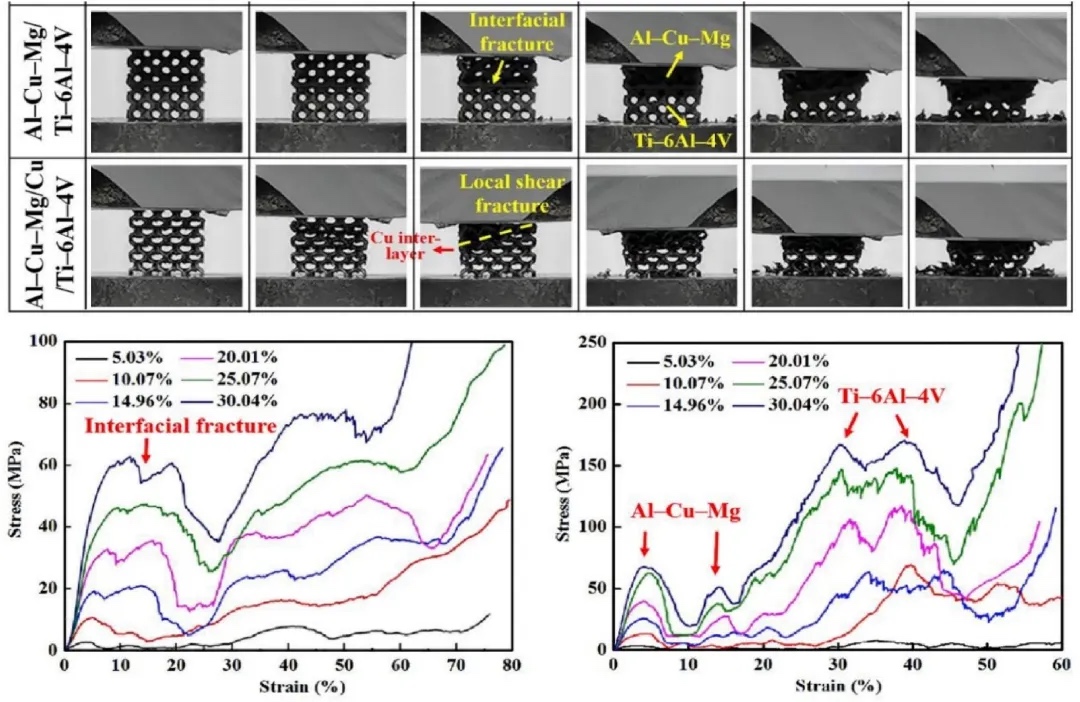
�D 9.��/�o�~�A�ӵ�Ti/Al����Ͼ���ĉ��s��(y��ng)��-��(y��ng)׃����������(y��ng)��׃�ΈD��
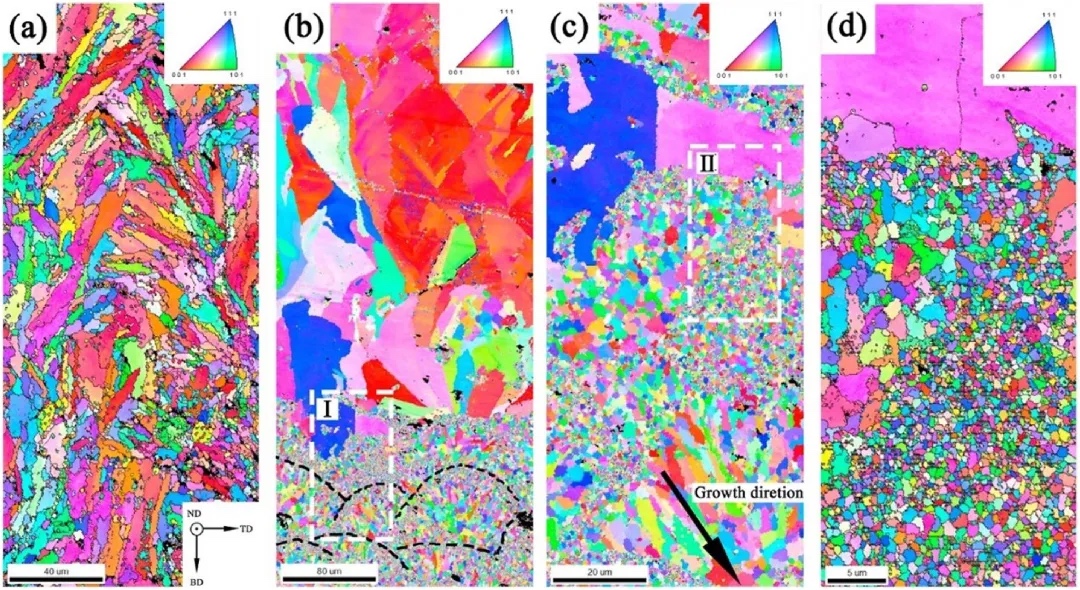
�D 10.LPBF 316���P�/CuSn10 �~�p���ٽ����EBSD�D����a���~��(c��)����b��316���P䓺ͽ���^(q��)��c����b���Ģ�^(q��)��d����c���Ģ�^(q��)��
(؟(z��)�ξ���admin)

��һƪ����ʡ�����W(xu��)Ժ3D��ӡ�ɻ��յĽ����ò����u�����d���������������u
��һƪ��ORNL����������������W(xu��)(li��n)�����M(j��n)����������������Ŀ
��һƪ��ORNL����������������W(xu��)(li��n)�����M(j��n)����������������Ŀ
���P(gu��n)��(n��i)��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O(sh��)3D��ӡ����
���m��˾���_�O(sh��)3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W(xu��)�����d��У��
��˹���Ǵ�W(xu��)�����d��У��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
����(n��i)��
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O(sh��)3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W(xu��)�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW(xu��)��(x��)���g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W(xu��)
���]��(n��i)��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W(xu��)��������(qi��ng)
���A��W(xu��)��������(qi��ng)���c��(n��i)��
- ���������ӌW(xu��)��(x��)��ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�O(sh��)Ӌ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)������(qi��ng)����ٹ����е���
- ���u݆�~Ƭ�����������������ޏ�(f��)���g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C(j��)���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏�(qi��ng)�ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


