�w��ˮ���z�x�ܣ�ͻ�ƘO�ޣ�99.2%�������Ϗͺϲ��ϵ�3D��ӡ
Chen Cui, Ze-Yong Zhuang, Huai-Ling Gao, Jun Pang, Xiao-Feng Pan, and Shu-Hong Yu* �Ȉ����һ�Nͨ�^������Û�ʺ����տs������ˮ���z����Ӳ�����w���������˷� 3D ��ӡ�ͺϲ�����������Ϻ������Ƶ��²��ԡ��Կ��IJ�����HGMs��������۱�ϩ�ᣨPAA��ˮ���z��(g��u)�����D�����F(xi��n)�� HGM �|(zh��)���֔�(sh��)���_ 99.2 wt.% �ďͺϲ��ϴ�ӡ��ԓ�ͺϲ���չ�F(xi��n)������մ���ĭ�Ĵ��Ԕ����О顢�����ԣ�0.996���͵͌����ʣ�0.045 W m⁻¹ K⁻¹ ����ͨ�^���·���������� HGM �����ğ����Σ���C����ֲ��ᱣ�o���ܣ��� 3D ��ӡ�������Ϻ����ͺϲ��τ�(chu��ng)������s�Y(ji��)��(g��u)�͌��F(xi��n)���M�����_������;�� ��🎉🎉🎉���P(gu��n)�ɹ�“3D Printing of Ultrahigh Filler Content Composites Enabled by Granular Hydrogels”�l(f��)���ڡ�Adv. Mater.����🎉🎉🎉�����һ���ߡ�

�ۺ�������߹������Ϻ����ďͺϲ������������϶�N���ܷ�����F(xi��n)��ɫ����Cе���ܡ�������ܡ�������ȣ�����������ϵ��I(l��ng)��Ҳ����Ƶ�����Ч����������r��ָ��(ji��)����Ȼ���������@������Ϻ����ďͺϲ����H������(zh��n)��ֱ��īˮ������DIW������һ�N 3D ��ӡ���g(sh��)�m�����a(ch��n)���s 3D �ͺϲ��ϣ�������īˮ���Ϻ���������������L�U���ߣ������˸����Ϻ����ͺϲ��ϵ�ֱ�Ӵ�ӡ���á�Ŀǰ�����w�������IJ���Ч�����ޣ������Ҫ�µķ�������Q�@һ���} ��
���ڴˣ����Ĉ����һ�N�����w��ˮ���z������л������3D��ӡ���ԣ��ɹ��Ƃ��˳������֔�(sh��)�����_99.2%�|(zh��)���֔�(sh��)���Ŀ��IJ�����HGMs���ͺϲ��ϡ�ͨ�^��(g��u)���������D��(y��u)��īˮ�M�ɺʹ�ӡ����(sh��)�����Ƃ�ďͺϲ���չ�F(xi��n)������մ���ĭ�Ĵ��Ԕ����О顢�߲��ԣ�0.996���͵͟ጧ�ʣ�0.045 W m⁻¹ K⁻¹�������⣬߀�Ƃ��˸�HGM�����ğ����β��ϣ�����C�������·���ϵľֲ��ᱣ�oЧ������3D��ӡ�������֔�(sh��)�ͺϲ����ڏ��s�Y(ji��)��(g��u)�����M���ܼ��ɷ���đ����ṩ����˼·��
HGMs/PAA ˮ���z���Ƃ䣺���Ƃ� 1wt.% PAA ����ˮ���zǰ�(q��)�w���� 0.5g Carbomer ��ĩ��Carbopol Ultrez 21������ 50mL ȥ�x��ˮ���Ҝ����ô��������������^ҹ��ʹ�w�������Û����Һ�����o��������������һ���� HGMs��3M ��˾������ 50mL ȥ�x��ˮ���ó���ɢ��̎�� 10min ����Һ�����ɫ���S�� HGMs �Ҹ�Һ�������Ƃ�õ��� PAA ǰ�(q��)�w�У����� 30min ��ֻ�ϡ��ټ��� 5M �������c����ˎ���F���Wԇ������Һ�{(di��o)��(ji��) pH ���s 7���^�m(x��)���� 10min �γ����ɫˮ���z������Ƃ�� HGMs/PAA �ͺ�īˮ�b��ע���������� 4°C �����^ҹ��ȥ�����ݡ�
3D ��ӡ HGMs/PAA ˮ���z�������_Դ��ģܛ����Blender������(j��)�OӋ�Y(ji��)��(g��u)������ӡģ�ͣ����� STL �ļ�������Ƭܛ����Cura�����Դ����ɴ�ӡ·�� G ���a�ļ�����Ƭ�Ӹ߶��ɴ�ӡ���Ϻ͇���ֱ����ͬ�Q����֮����õ� HGMs/PAA �ͺ�īˮ�b�d����ӡƽ�_�������������S�D����ӡ�C��Ender 5s�����ڄ�(chu��ng)�����S�Ƽ�����˾�����������M�и��b���m�䶨��ע���������b���ע����ͨ�^늴��y��IDS home���B�Ӛ�ã����ھ��ʿ��ƔD��������
�ܿظ����ӡ���ˮ���zͨ�����L��С�� 0.5m/s���ض� 25°C��������� 60% �ĭh(hu��n)�����M�и�����m(x��)����ֱ����Ʒ�������ٰl(f��)��׃�����Դ˴_����ȫ���
�D���p��
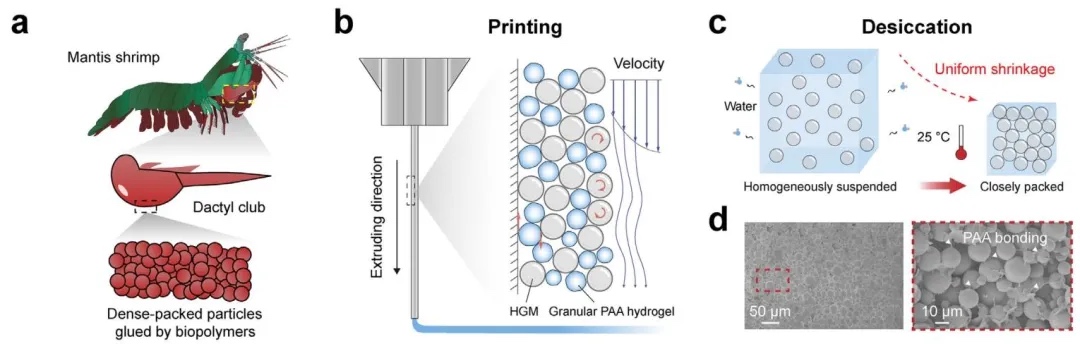
�D1aչʾ������r��ָ��(ji��)�����ɴ����ճ�ϵ��ܼ��ѷe������V���w�����鳬�����֔�(sh��)�ͺϲ��ϵ��OӋ�ṩ���`�С��D1b��HGMs���w���۱�ϩ�ᣨPAA��ˮ���z�ڔD����ӡ�^���е�����ʾ��D����ʾ���w��ˮ���z��Ӳ�����w���g������л���������ÙC�ơ��D1cչʾ�˴�ӡ���HGMs/PAA�ͺ�ˮ���z��(j��ng)���Ƹ�����(n��i)��HGMs�o�ܶѷe��ʾ��D���w�F(xi��n)�˸����^�����w��ˮ���z�ĸ��տs�Ԍ��ͺϲ��ϽY(ji��)��(g��u)��Ӱ푡��D1d������HGMs/PAG�ͺϲ��ϵĒ�������@�R��SEM���D��ֱ�^�سʬF(xi��n)��HGMs��PAA�ۺ����еľo�ܶѷe��B(t��i)�Լ�����֮�g��ճ�����ã��C���ˏͺϲ��σ�(n��i)���Y(ji��)��(g��u)�ľ����Ժ������ԡ�
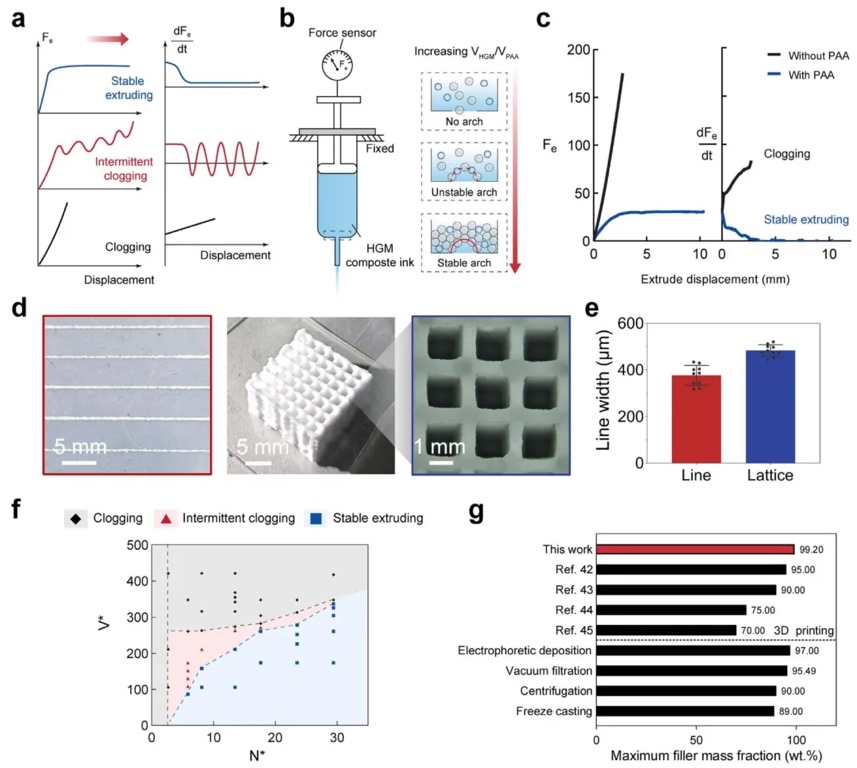
�D2aͨ�^�D����׃�����c�D��λ�������^(q��)���˷�(w��n)���D�����gЪ��������ȫ�������N���͔D����B(t��i)�����u���ͺ�īˮ�Ŀɴ�ӡ���ṩ�������˜ʡ��D2bչʾ�˔D���yԇ�b��ʾ��D������̎�������Y(ji��)��(g��u)�γ�ʾ��D����ʾ�˶����l(f��)�����^�C�ƣ����w���ڇ���Mխ̎�γɹ��Y(ji��)��(g��u)��Kīˮ���ӡ��D2c�����������w��PAAˮ���zǰ����ͬHGM�|(zh��)���֔�(sh��)īˮ�ĔD����������ֱ�^���C�����w��ˮ���z�ļ����@��������īˮ�ĔD�����ܣ���Ч�����˶����F(xi��n)�D2d��HGM-100īˮ��ӡ������l�;���Y(ji��)��(g��u)��Ƭ���D2e�龀�l���Ƚy(t��ng)Ӌ���������߹�ͬչʾ�˸�HGM�����ͺ�īˮ�ĸߴ�ӡ�ֱ��ʣ���С���l���ȿ��_376.6 ± 42.7 μm������Y(ji��)��(g��u)����ֱ��ʞ�483.2 ± 24.8 μm���D2f����HGMs-to-PAA���ʣ�V*���͇����c�w��ֱ�����ʣ�N*���Ķ������D�����x��ɴ�ӡ��HGMs/PAAīˮ�M���ṩ����Փָ����ͨ�^�{(di��o)���@�ɂ�����(sh��)�����A�y���OӋ��ӡ��B(t��i)���Ķ����F(xi��n)�������֔�(sh��)�ͺϲ��ϵķ�(w��n)����ӡ��
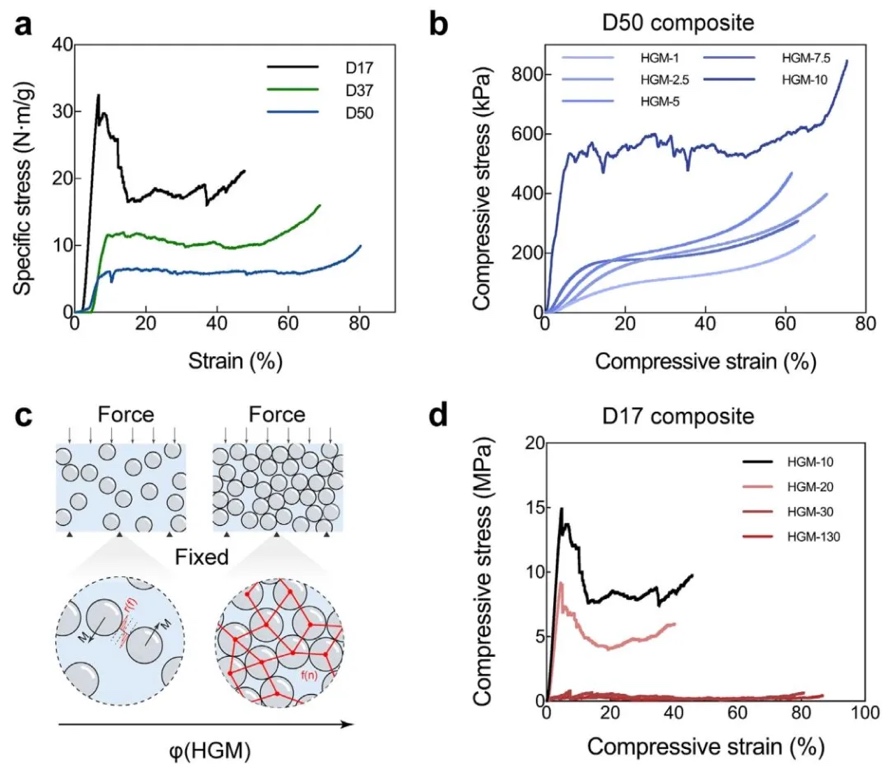
�D3aչʾ�������N��ͬ����HGMs�Ƃ��HGM-10�ͺϲ��ϵĴ����Աȑ���-��׃�����������^С������HGMs��D17�����и��ߵıȏ��Ⱥ����@�������О飬���^��������HGMs��D37��D50���t���F(xi��n)���^�͵ıȏ��Ⱥ���������c���@�cHGMs�����������ڏͺϲ����еĶѷe�ܶȺ͑������fЧ�����P(gu��n)���D3b��HGMs/PAA�ͺϲ��ϵĴ����ԉ��s����-��׃�������S��HGMs���������ӣ��ͺϲ��ϵđ���ƽ�_��u���ߣ���HGMs�cPAA���|(zh��)�����_��10�r���ͺϲ���չ�F(xi��n)������մ���ĭ�Ĵ��Ԕ����О飬�@�����ߺ�����HGMs��׃�ˏͺϲ��ϵđ������f�C�ƣ�ʹ�����PAA�ۺ���Ľ��滬�Ӟ����D(zhu��n)׃?y��u)���HGMs֮�g����朾W(w��ng)�j�������D3c�Ǹ�HGM�����ͺϲ��ω��s���W�О��ʾ��D���Mһ���U��ˑ������f�C�Ƶ�׃�����D3dչʾ����D17 HGMs��0.5 wt.% PAAˮ���z�Ƃ��HGM-10��HGM-20��HGM-30��HGM-130�ͺϲ��ϵĴ����ԑ���-��׃���������Կ�������HGMs�������^HGM-10�r���ͺϲ��ϵ����W�����_ʼ�½����@�����������^�ߵ����֔�(sh��)���¾ۺ�����w���㣬�o����Чճ�Y(ji��)HGMs�w�����Ķ�ʹ�ͺϲ��ϵĽY(ji��)��(g��u)׃����ɢ��
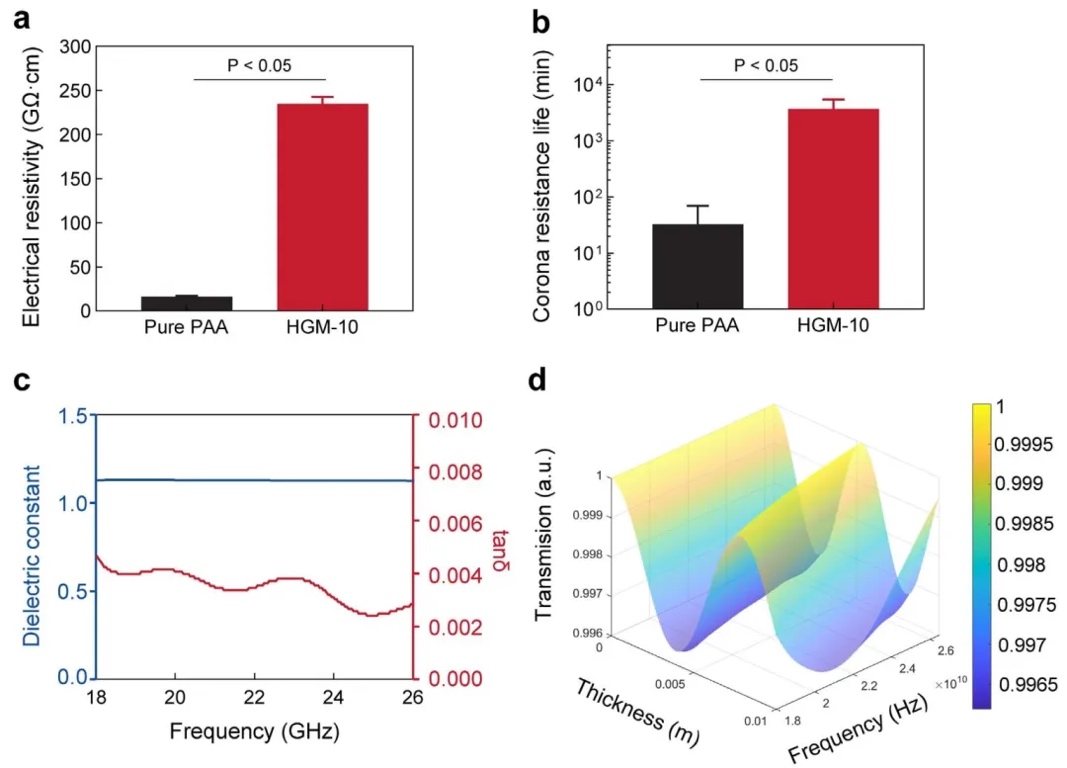
�D4aչʾ�˼�����PAA��HGM-10�ͺϲ��ϵ���w�e����ʣ��Y(ji��)������������ߺ���HGMs�ͺϲ��ϵ���w�e������@����ߣ��Ǽ�PAA��14�����@����HGMs�ļ����@�������ˏͺϲ��ϵ�늽^�����ܡ��D4b��늕������yԇ�Y(ji��)����HGM-10�ͺϲ������}�_늕��l���µĹ��������@�����L���f������и��õ�늕������ԣ��@��������O��ğ�������ρ��f��һ����Ҫ������ָ�ˡ��D4c�ʬF(xi��n)��HGM-10�ͺϲ��ϵĽ�늳���(sh��)�����ͽ�늓p������ֵ������K���Σ�18-26 GHz���Ľ�늳���(sh��)������1.12-1.13����늓p������ֵ��0.0024-0.0047���ͽ�늳���(sh��)�ͽ�늓p��ʹ��ԓ�ͺϲ��������l��RF���·�о������õIJ��ԣ��܉�?q��)��F(xi��n)�͓p�ĵ�RF��̖��ݔ���D4d��HGM-10�ͺϲ��ϵ����S����ʾ��D��ͨ�^Ӌ��õ��������|T²|��0.996���ӽ���1���@��ζ��늴Ų���ͨ�^ԓ�ͺϲ��ϕr��������ȫ�^���o�p�ģ��@��Ҫ�w���ڏͺϲ��ϵĵͽ�늳���(sh��)�ͳ���HGM������ʹ��늴Ų���HGMs�cPAA����֮�g�ķ�������OС��
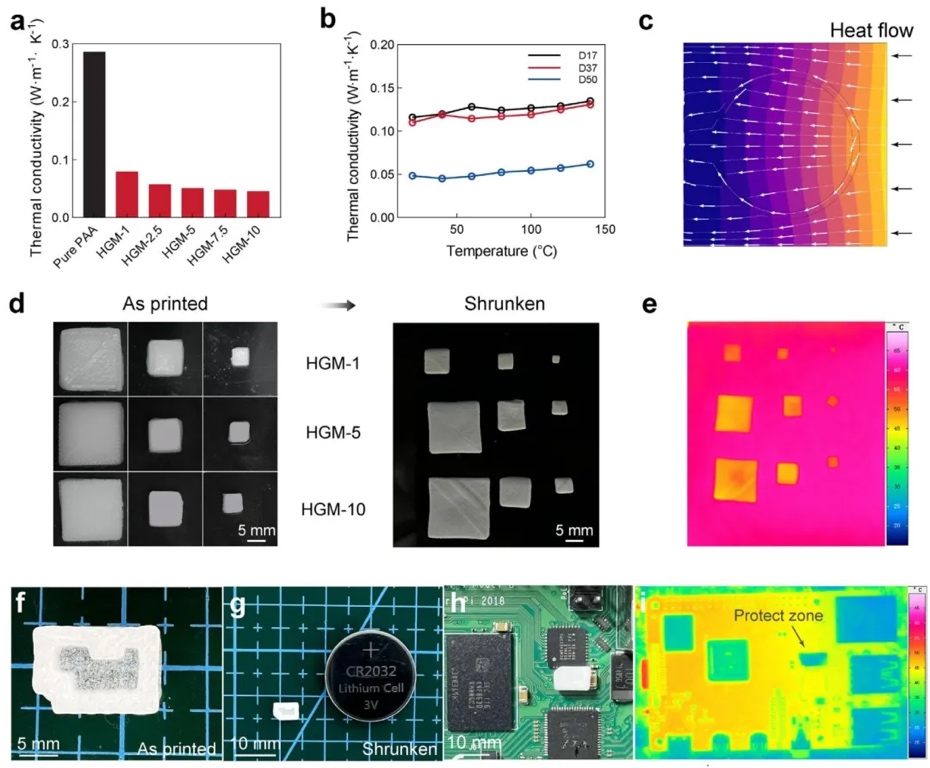
�D5aչʾ�˼�PAA��HGM-1��HGM-10�ͺϲ��ϵğጧ�ʜyԇ�Y(ji��)�����S��HGMs���������ӣ��ͺϲ��ϵğጧ���@�����ͣ�����HGM-10�ͺϲ��ϵğጧ�ʃH��0.045 W m⁻¹ K⁻¹����ȼ�PAA������72%~84%���@����HGMs��������Ч����ˏͺϲ��ϵğ�^�����ܡ��D5b�鲻ͬ����HGMs�Ƃ��HGM-10�ͺϲ��ϵğጧ���S�ض�׃���������Y(ji��)���@ʾ��D17��D37 HGMs�ğጧ���^��ӽ�����D50 HGMs�ğጧ�������^�ͣ����D50 HGMs���x������3D��ӡ�ᱣ�o�ͺϲ��ϵ����ϡ��D5cͨ�^����Ԫ������FEM��ģ�M�˟�����HGMs/PAA�ͺϲ����еĂ����^�̣���ʾ�˟����A��������HGMs�ı��@�^�Ķ����L��ƫ�D(zhu��n)�˟���·���������ˏͺϲ��ϵğ��裬�M�������˟�^�����ܡ��D5d�͈D5e�քeչʾ�˲�ͬ��e��HGM-1��HGM-5��HGM-10�ͺϲ��ϵĴ�ӡ�������Ƭ�Լ���ͬ��ȣ�5 mm���ĸ���HGM-10�ͺϲ��ϵļt�������Ƭ���ĈD�п��Կ�����HGM-1�ͺϲ��Ͼ�����ߵ��տs�ʣ��@��������С�ߴ��3D��^���b�����P(gu��n)��Ҫ���D5f�͈D5gչʾ��HGM-1�ͺϲ��ϟ����β��ϵĴ�ӡ�������Ƭ���D5h��HGM-1�����β������·���ϵİ��b��Ƭ���D5i���·�ڸ�ؓ���\��2С�r��ļt��������Ƭ��ͨ�^���ȿ��Կ�����HGMs/PAA�ᱣ�o�ͺϲ����܉���Ч���ͱ��o�^(q��)��Ĝضȣ��c�܇��h(hu��n)���γɜضȲ�Ķ�������·�еğ����в����ṩ�����õğᱣ�o��
Փ��ͨ�^���صIJ��ϽM�Ϻ�ˇ��(y��u)�����ڏͺϲ��� 3D ��ӡ�I(l��ng)��ȡ�Ä�(chu��ng)��ͻ��:
�����һ�N�µ�3D��ӡ���ԣ������w��ˮ���z������л����࣬�ɹ����F(xi��n)�˳������֔�(sh��)�����_99.2%�|(zh��)���֔�(sh��)���Ŀ��IJ�����HGMs���ͺϲ��ϵ�3D��ӡ����Ч��Q�˸����֔�(sh��)īˮ�ڴ�ӡ�^������������Ć��}���@һ��(chu��ng)���c��Ҫ�w�F(xi��n)�ڈD1�͈D2�У�ͨ�^չʾ��ӡ�^�̺ʹ�ӡ��B(t��i)�Č��Y(ji��)�����C����ԓ���Ե���Ч�ԡ�
�_�l(f��)�˶������D��ͨ�^��(g��u)������HGMs-to-PAA���ʣ�V*���͇����c�w��ֱ�����ʣ�N*���Ķ������D���郞(y��u)��īˮ�M�ɺʹ�ӡ����(sh��)�ṩ����Փ����(j��)���܉��A�y���OӋ��ӡ��B(t��i)���Ķ����F(xi��n)�������֔�(sh��)�ͺϲ��ϵķ�(w��n)����ӡ���@һ��(chu��ng)���c�ڈD2f�еõ��˳���w�F(xi��n)����3D��ӡ�������֔�(sh��)�ͺϲ��ϵĹ�ˇ��(y��u)���ṩ����Ҫ��ָ����
���F(xi��n)�ˏͺϲ��ϵĸ����ܻ������Ƃ�ij���HGM�����ͺϲ���չ�F(xi��n)����(y��u)���ľC�����ܣ���������մ���ĭ�Ĵ��Ԕ����О顢�߲��ԣ�0.996�����͟ጧ�ʣ�0.045 W m⁻¹ K⁻¹���Լ����õ�늽^�����ܺ͟�^�����ܣ��@Щ���ܵČ��F(xi��n)��Ҫ�������w��ˮ���z�������Լ�����ӡ��ˇ�ă�(y��u)�������P(gu��n)���ܜyԇ�Y(ji��)���ڈD3���D4�͈D5���M����Ԕ��չʾ����ԓ�ͺϲ���������·��������I(l��ng)��đ����ṩ�ˏV�ǰ����
��֮�������_�l(f��)��һ�N�����w��ˮ���z��3D��ӡ���ԣ�ͨ�^������Û�Ծ۱�ϩ�ᣨPAA��ˮ���z�c���IJ�����HGM���Y(ji��)�ϣ���Q�˳������ϣ�99.2 wt.%���ͺϲ��ϴ�ӡ�r�Ķ������}��ˮ���z�ڔD���r�䮔�����࣬������տsʹ��o�ܶѷe�������ˇ���ֱ���c���ϱȵ����D�ԃ�(y��u)����ӡ����(sh��)�����Ïͺϲ��ϱ��F(xi��n)���մ���ĭ��Ĵ��Ԕ��ѡ��߲��ԣ�0.996���͵͌����ʣ�0.045 W·m⁻¹·K⁻¹����ͨ�^��ӡ�·��������C����ֲ�����o������������Ϗͺϲ��ϵď��s�Y(ji��)��(g��u)�OӋ���ܼ����ṩ����˼·��
DOI: 10.1002/adma.202500782
(؟�ξ���admin)

��һƪ�����F(xi��n)��ͨɫ���wϵ�����{(di��o)�䣬�����Ƽ�������̎�����g(sh��)����3D��ӡ���W
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ���������cnuF
Titomic��һ���������cnuF ���m��˾���_�O3D��ӡ����
���m��˾���_�O3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%ݗ��Ч��
590MHz����+��90%ݗ��Ч�� ��˹���Ǵ�W�����d��У��
��˹���Ǵ�W�����d��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ���������cnuForj ��������
- �����m��˾���_�O3D��ӡ�������칤�S����
- ��Chicago Additive�Ƴ�AMOS 300��܊��FD
- ��590MHz����+��90%ݗ��Ч�ʣ���������Ժ
- ����˹���Ǵ�W�����d��У���̎����� 3D
- ��Nature�ӿ���������ȌW�����g(sh��)ͨ�^��Ƭ
- ��Axtra3D�Ƴ�����HPS��ˇ�ļ����z3D��ӡ
- �����о��l(f��)�F(xi��n)ͨ�^3D��ӡ�������ĺ�ȃ�(y��u)��
- ��Fabric8Labs�cAEWIN������������늻��W
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ��(g��u)����(n��i)
3D�����ӡ��(g��u)����(n��i) ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I(l��ng)��ġ����ǡ�
- ��3D��ӡ����Y(ji��)��(g��u)�OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g(sh��)
- ���B�m(x��)�����̼��g(sh��)����ͻ�ƣ�Carbon����
- ��3D�����ӡ���g(sh��)����������ٹ����е���
- ���u݆�~Ƭ�����������������ޏͼ��g(sh��)����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g(sh��)���ƴ��FDM��SLA��CLIP��
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


