һ�Nͨ�^���ϔD�������Ƃ���OӋ������/�����Ծ۰����ͺϽz�ĺͽY�����·���
��Դ���Ї��Cе���̌W���������켼�g��3D��ӡ���֕�
�����ˣ������������m �����λ��������ͨ��W�����{���켼�gȫ�����c�����
�����3D��ӡ�܉�����������ض��Cе���ܵď��s������Uչ�˲��ϔD���������췽���ĝ��������F����ϴ�ӡ��һ�N��ǰ;�ķ���������ͺϽz�ģ�����N���ϼ��ɵ�һ�������Mһ���چ��D���C�ϼӹ��Ľz���С�Ȼ���������@�N�ͺϽz��ͨ����Ҫ�����O�䣬�@���^�����������ڶ���ϴ�ӡ�еđ��ò������˳ɱ���ԓ�о������һ�N�·f�ҽ�����Ч�ķ���������������������Cе���ܵďͺϽY������ͨ�^�@�R�������{���ۺ�����ԇȫ���u���˶�N��ˇ�����͎��OӋ���Ԍ���ӡ���ϵ�Ӱ푡�������љCе���ܵ��OӋ�У�PLAо���w�e�֔���36%���@ʹ����ȼ�TPU���g�������63%���ȼ�PLA�����27�������ā��f���@�N���������ԭ���OӋ�͜yԇ���N���������ṩ��һ�N�µķ�����
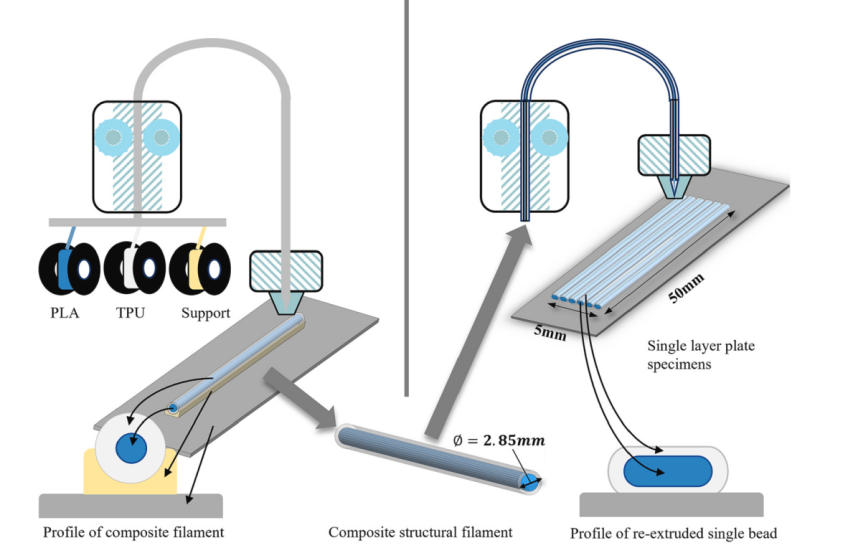
ԓ�F�����Ĵ�ӡ������D1��ʾ���ڴ˷����У�ʹ������3D��ӡ�C��PLA��TPU�Ƴ�о���ͺϽz�ġ������о���z���Mһ�������ٔD���^�̵�ԭ�ϣ�������ͺϘ�Ʒ����ͨ�^����yԇ�^�y�����^�̣����Cе�����M���u����
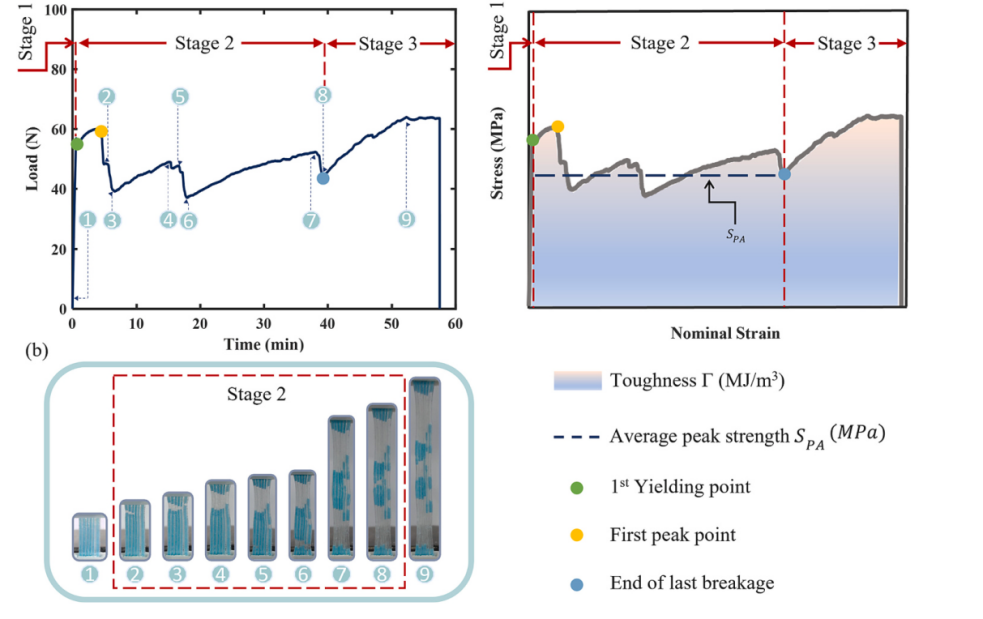
�D2չʾ��ԇ����׃���ݻ��^�̼����W�������D2��c������ԇ�ӵđ���-��׃�������F��һ���Ă����ԣ��c�g�Լ�TPU�ʹ��Լ�PLA�������@��ͬ��ԇ�ӵ�׃�β�����ȫ������׃������ͬ�r�����ֲ�PLAо���ѡ�PLAо�ֲ�����׃�κ�TPU���ڏ���׃�Ρ�ԓ�о���׃���^�̷֞�������Ҫ�A��:1)��ʼ�����A�Σ�2)�ֲ��Ɖ��A�Σ��Լ�3)�����A�Ρ�

����ͬ�ďͺϱ���(d/ D = 0.6)����ͬ�Ĺ�ˇ�����£�ԇ���ęCе������D3��ʾ��ƽ����ֵ�����S���L�z�ӹ��ٶȵ���߶���ߡ����S���ٔD���ضȵ����ߣ�ƽ����ֵ���Ⱥ��g��������ߡ�
ԓ�о������һ�N�µ��Ƃ���|���ͺϽz�ĵķ��������Mһ������ͬһ�_3D��ӡ�C���ͺϲ����M���ٔD����ԓ�о�ͨ�^���̽���˴�ӡ�������OӋ���ͺ�ԇ�ӵ�ʧЧ�ΑB�͙Cе���ܵ�Ӱ푡��c��������ȣ��ͺϲ���ԇ����PLAо���ֲ�ʧЧ�r��ͨ�^���������·��䵽TPU�⚤�ϣ��Ķ����档�Y���@ʾ��������ѵ�ԇ���g�Աȼ�TPU�߳�63%���ȼ�PLA�߳�27�����@�N���ڑ������·�������µďͺϲ����g������ڈԹ̵Ķ���Ͻ���Y�υ^��������@��
ԓ�о��F�δ����ԓ�I��Ŭ��̽���@�N���췽���đ��ã�ͨ�^��ͬ��ӡˢ����·���Ͳ��ϽM�ρ������Եزٿvӡˢ�ͺϲ��ϽY���ęCе���ܡ�
�����īI��
A. Cao, D. Wan, C. Gao, C.W. Elverum, A novel method of fabricating designable polylactic acid (pla)/thermoplastic polyurethane (tpu) composite filaments and structures by material extrusion additive manufacturing, J. Manuf. Process. 118 (2024) 432-447.
(؟�ξ���admin)

��һƪ��3D��ӡ�Թ�늰l��Ƥ�w������ˮ��ͨ�ţ��¼�������W�F��о�
 3D��ӡ�Թ�늰l��Ƥ�w����
3D��ӡ�Թ�늰l��Ƥ�w���� Ӣ�������C���������܊��
Ӣ�������C���������܊�� �Ծۺϸ��p�Y�����x�ӹ���
�Ծۺϸ��p�Y�����x�ӹ��� Nature�ӿ������ݴ�W�Ƴ�
Nature�ӿ������ݴ�W�Ƴ�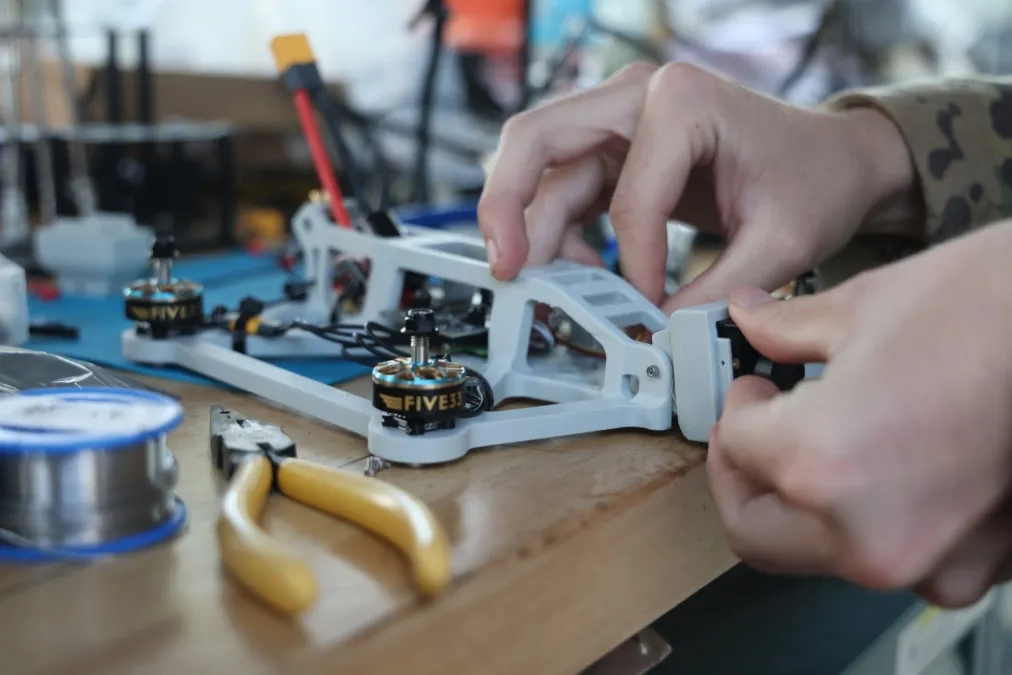 �����܊������̫ƽ��u�
�����܊������̫ƽ��u�- ��3D��ӡ�Թ�늰l��Ƥ�w������ˮ��ͨ�ţ�
- ��һ�Nͨ�^���ϔD�������Ƃ���OӋ������
- ��Ӣ�������C���������܊����ɲ���3D��
- ���Ծۺϸ��p�Y�����x�ӹ���ˮ���z��3D��
- ��Nature�ӿ������ݴ�W�Ƴ��ͳɱ�3D��ӡ
- �������܊������̫ƽ��u朜yԇ3D��ӡ�o
- ��ͻ�Ʋ��������ԡ���ӡ���ȡ�Ó֬���Y��
- ��3D��ӡ�����J�T���ɼ����A��֧
- �����պ��쾧��Y�����������OӋ��ϵ�y�C
- ��3D NASA�Y����Systems�c���������M��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W��������- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ��3D�����ӡ���g����������ٹ����е���
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ��3D��ӡ�C���g���ƴ��FDM��SLA��CLIP��
- ���P�c2024��ʮƪ�l����Science��Nature


