�W������W�_�l���͟��Y��֪�ؓ䃞����������߽���ճ�τ��������a��������
�r�g��2025-08-01 09:49 ��Դ���ϘO�� ���ߣ�admin ��x����
2025��7��30�գ��W������W���о��ˆT�_�l��һ�NӋ���ؓ䃞�����ܣ�����Ӌ������ճ�τ����� (MBJ) �����П��Y�����׃�Ρ��@�N�����܉����OӋ�A�Ώ��������Y������Q���Y�^���������Ͳ����տs�����׃�Ρ��@��о����}��“�ڽ���ճ�τ��������������OӋ�п��]���Y���ؓ䃞�����/Atopology optimization framework considering sintering in design for metalbinder jetting additive manufacturing”��Փ���ڡ�SpringerNature���ڿ��ϰl����

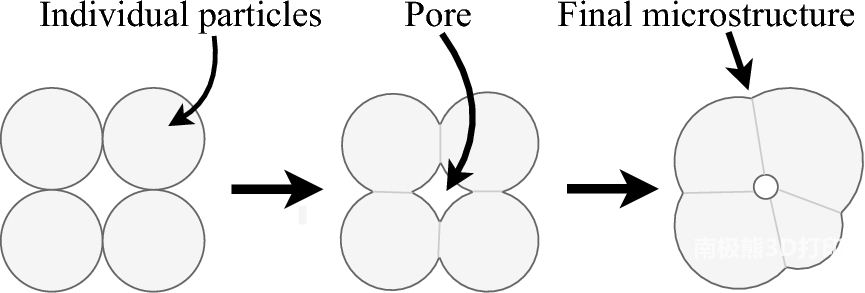
����ճ�τ����似�gͨ�^��ճ�τ��x���Եس��e�ڽ��ٷ�ĩ�ϣ����a�����顢��IJ������@Щ����������Ҫͨ�^�̑B���Y�M�к�̎�����ڴ��^���У��������w�e�տs�ʸ��_50%���������Գߴ�pС���_20%���տs�^��ͨ���ڽӽ��������c�Ĝض��³��m��С�r�����ڲ�����ʼ�����^�ͣ��������������������°l���@��׃�Ρ�Ҫ�_��Ŀ�˳ߴ磬ͨ����Ҫ����a����ԇ�������OӋ���@������MBJ�������̵ď��s�ԡ�
���˽�Q�@�����}���W������W�����c���aϵ�� Christian Troelsgaard��Frederik Tobias Elmstrøm �� Erik Lund�_�l��һ���ؓ䃞��(TO) ����������Y�О鼯�ɵ��Y���OӋ�^���С������ķ����������OӋ�I�����ˌ���ˇ����׃�ε������ԣ������}�������У���D�Ƶ��A̎���OӋ��
�����Y�^�����^�Y����׃�ĺ���ʾ��D���DƬ���� Springer Nature��
TO���ʹ��MATLAB�Ќ��F���Զ��x����Ԫ������������û���ȫ�������չ�ʽ��ţ�D-�����d�����ĎηǾ�������Ԫ���� (GNLFEA)�������О���� Skorohod-Olevsky ճ�ԟ��Y (SOVS) ģ�ͽ�ģ���ɲ�ճ���ԑ�׃���������L�Լ��ض��ӵ�ճ�Ⱥ͟��Y����׃�������˴_����ֵ�����ԣ��о��ˆT������һ�N�����p�����е��ɳڷ�������ƽ���^��ȡ�����B�m�ļ����ֵ��
�c������ه�̘Iܛ���M�П��Yģ�M���о���ͬ��TO������S��ȫ�L���Ȳ�׃���͠�B��׃���Ķ����F·�����P�İ��S�`���ȷ������@ʹ��Ӌ���������Y�^����Ŀ�˺����������OӋ׃�����ݶȳɞ���ܡ�
�о��F��u��������Ŀ�˺�������С���c����׃�ε�ƫ��o����ģ�M������С����ȣ�ؓ�d�µ����w��ȣ��Լ���С��ƫ�����������w�eЧ���đ�׃�ܣ���ÿ�����������ý����`�����ƌ�����ʹ��ǰ���ֽ��Ʒ���96��Ԫ����������C�������ݶȡ�Ӌ������`�����S�����L�ĜpС���Ք����Ķ��C���ˌ��F�����_�ԡ��о��еĈD���@ʾ��“���x��ӛ”�Ք��������@�ǽ����ݶȺ͔�ֵ�ݶ�ƥ��r����֪�О顣
�����Y��ˇ���DƬ���� Springer Nature��
ʹ�Ãɂ����ʰ�����yԇTO��ܣ����S�����νY�������S�ʭh���w�塣�������������ؓ䃞��������Ŀ�˅^���� Ansys �����ɾW��ʹ�� AnsysImport �����䌢�䌧�� MATLAB������ģ��ʹ���� 9,475 ����Ԫ���ʭh���w��ʹ���� 6,120 ����Ԫ����������� 30 GB RAM �� 10 ��ϵ�y���M�С�ÿ����������ƽ���\�Еr�g�� 20 ��犣����мs 75% ��Ӌ��r�g�����`���ȷ�����
ÿ��Ŀ�˶��a���˲�ͬ�ď������ԡ�����׃��Ŀ��ͨ�^�γ��B�ӱ��������ܠ��Ԫ����������С���cĿ���Π�ƫ����OӋ��ƫ���Ŀ�ˮa���˸��صĽY�����Ķ��p���������OӋ��ľֲ�׃�Ρ������Ŀ�ˮa������С�ď�������ijЩ��r�������a���˿ն���——�@һ�Y������ͨ�^�d�ɺ̈́��Ȳ�ֵ֮�g������Á���ጣ��@�c��ǰ���ڏ��Ե�TO�е��^��Y��һ�¡�
�ڜʭh���w���У�����ԃ����A����ȥ�����ϣ�����еȔM�ܶȕ����������d�����ӣ����������治�㡣���֮�£�����׃��Ŀ����������ܠ��“�����q�”��ͨ�^���ӱ����������׃�Ρ�Ȼ�����@�������OӋ���P���О飬�����q机�Ƚӽ�����r���F���Ք����}���@Щ�Y����ƫ�������Л]���^�쵽�����ƫ���������Ը�����طֲ����ϣ�������Mխ�^���^�d��

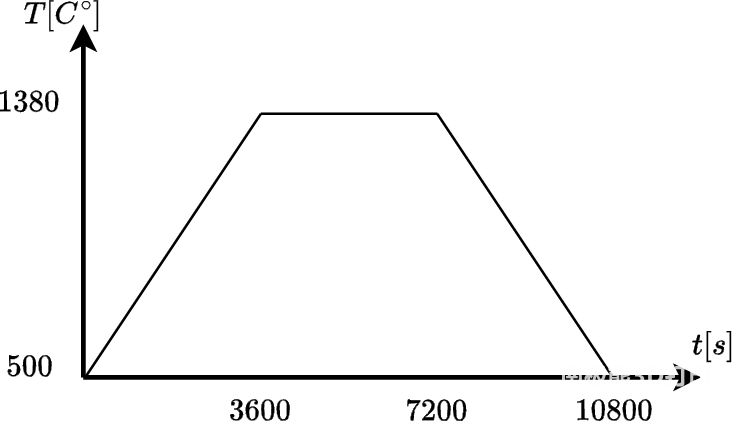
���������L��ܺ͟��Y�������ɳ��A�S�������DƬ���� Springer Nature��
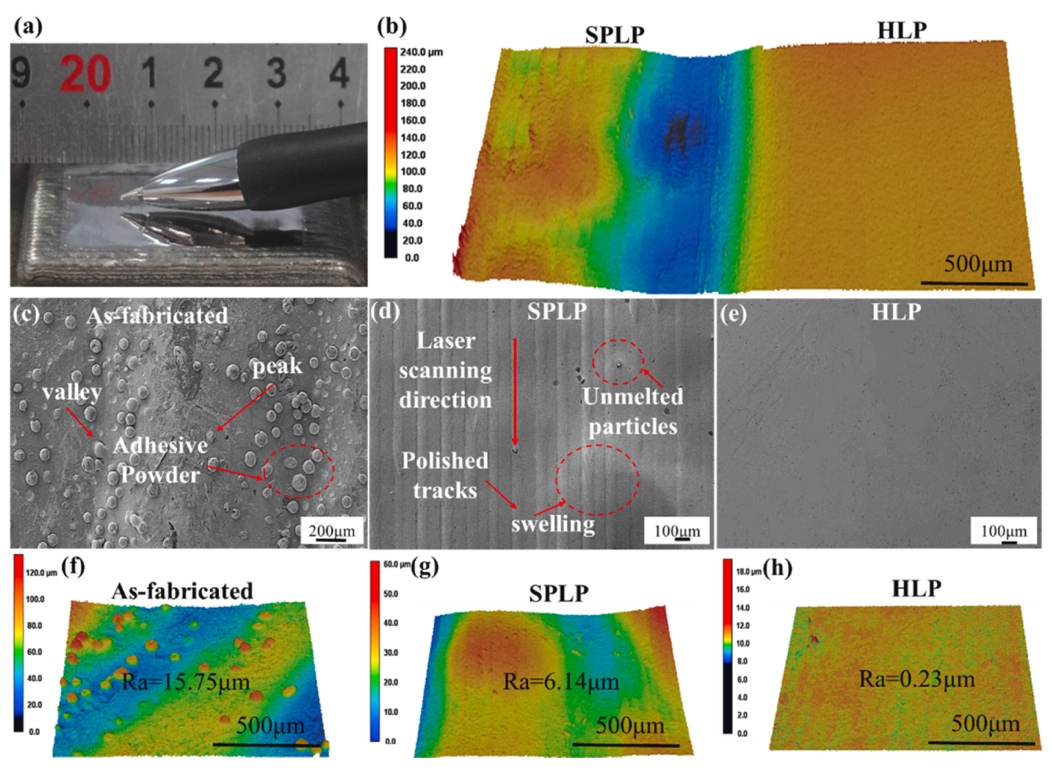
�ڴ������r�£��������� 60 �ε����ȼ����Ք�������׃���µĘ���������һ�����⣬���ڳ��F���q��О飬�����Ҫ 86 �ε������M����ˣ�������K�OӋ���M���Ք��˜ʲ��M��s���l�����ڱ����\����δ�����κ��w�e�s�����@������Q�������ܲ����������ơ�
�о����{������׃��Ŀ��ּ�ڱ��ֱ��Ӆ^��Ĺ����ƫ�������t�����OӋ�^��ͱ��Ӆ^���׃�Ρ��M�܃��߶�ּ�ڜp�ٟ��Y������`��������Ĺ�ʽ���������@��ͬ�ď������ԡ��Y�����^������ʹ��ƫ�����OӋ�����10%���ϵ��OӋ���g���Ķ��ṩ�˸�������׃�ο��ơ�
�@헹�����ȫ���ڔ�ֵģ�M����δ������yԇ�κΌ����Ʒ������ָ������Ҫ�M�Ќ����C���Դ_�J������Ď��Π��ڌ��H���Y�^�����Ƿ����_���A��Ч��������߀���{��ģ�M��δ���]���H�����г��õ�Ħ�����c���Y�̶����Ľ��|�����@ЩӰ��M�н�ģ�����Mһ�����ƃ����Y����
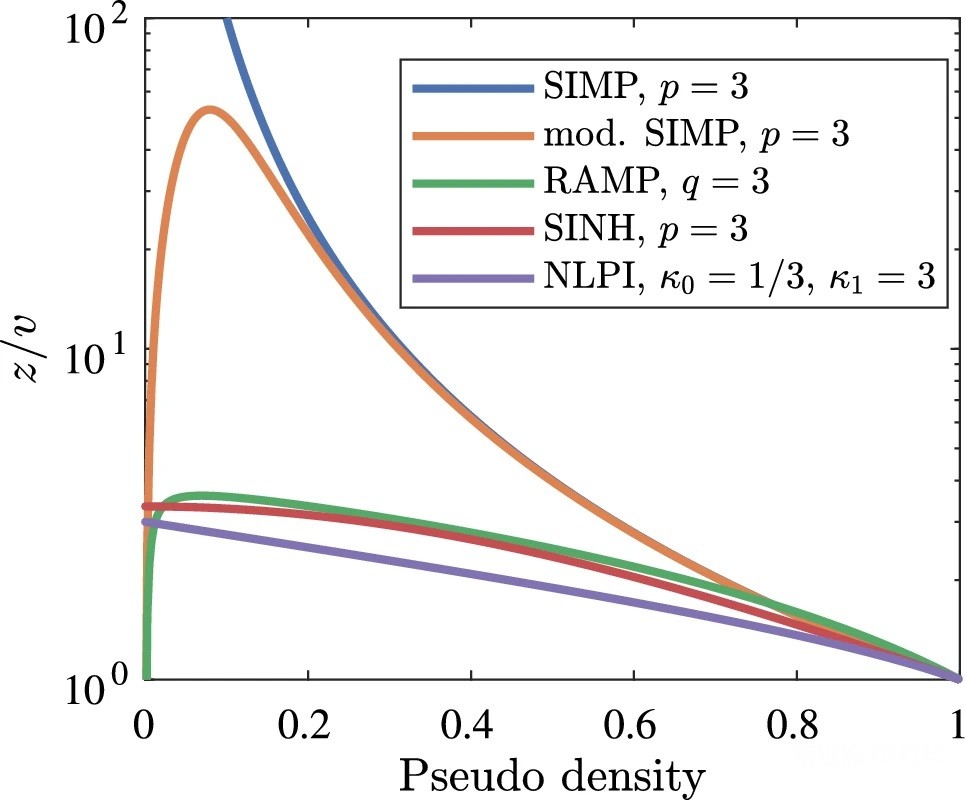
�������]��ֵ�������d���c���ȱȡ��DƬ���� Springer Nature��
δ�����о������漰ʹ�û��u-P�����Ԫ��p�پ��Թ�ʽ���^�쵽���w�e�i�������⣬�Y����ȡ�׃�κ�Ŀ���Π�֏͵Ķ�Ŀ�˹�ʽ���Ԟ鹤�I�����ṩ��������OӋ��TO��ܵ�ģ�K���������S�����ٵĴ��a�ؘ������µ�Ŀ�˺����Ͳ���ģ�͡�
ͨ�^�����Y���WǶ�뵽�OӋ�У��@�N���������[Ó�����a���Ĺ������̡��ڃ����A���A�y׃�ο������͏UƷ�ʣ���߿��A�y����������ճ�τ����乤�������е����a���������ں��պ�����t������Ȍ�����Ҫ�������I��
(؟�ξ���admin)

 ���û�ϼ��⒁�⼼�g����
���û�ϼ��⒁�⼼�g���� RMIT�_�l����⁺Ͻ�3D��
RMIT�_�l����⁺Ͻ�3D�� 3D��ӡ�ɽ���ˮ���z����ͨ
3D��ӡ�ɽ���ˮ���z����ͨ �ĽY�������ܣ�3D��ӡ���I
�ĽY�������ܣ�3D��ӡ���I �����о��ˆT�_�l�µ��w�e
�����о��ˆT�_�l�µ��w�e������
- �����û�ϼ��⒁�⼼�g���Ƽ��ⶨ������
- ��RMIT�_�l����⁺Ͻ�3D��ӡ�ɱ�������
- ���W������W�_�l���͟��Y��֪�ؓ䃞����
- ��3D��ӡ�ɽ���ˮ���z����ͨ������ģ
- ���ĽY�������ܣ�3D��ӡ���I�ͺϲ��ϸ���
- �������о��ˆT�_�l�µ��w�e3D��ӡͶӰ��
- ���ʼ�ī����������W���̎��_�l����3D��
- ��Polymaker��Ʒ��Fiberon PPS-GF20����
- ��늘O����4D��ӡ�x��ˮ���z�Π�׃�Σ���
- �����R�D��W�����о�����3D��ӡ����D��
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-�����
��������-����� ���A��W��������
���A��W�����������c����
- ���������ӌW����ܵ���������TC4��ˇ��
- ���p���Ӿۺϡ��߾��������I��ġ����ǡ�
- ��3D��ӡ����Y���OӋ�K�Oָ�ϣ������p��
- ���C���������·���3D��ӡ���g
- ��3D�����ӡ���g����������ٹ����е���
- ���B�m�����̼��g����ͻ�ƣ�Carbon����
- ���u݆�~Ƭ�����������������ޏͼ��g����
- ���Gɫ�ְ�ȫ��3D��ӡ�zԭˮ���z���IJ���
- ���P�c2024��ʮƪ�l����Science��Nature
- ��⁏��ˣ��K����3D��ӡ⁺Ͻ��q朣��b��


